Υ.Α. Δ14/92330/2008 (ΦΕΚ 1416/Β` 17.7.2008)
Τροποποιήθηκε από :
- (ΦΕΚ 2113/Β/13.10.08) «Διόρθωση σφάλματος στην υπ αριθμ. Δ14/92330 απόφαση του Υφυπουργού ΠΕ.ΧΩ.ΔΕ. «Έγκριση Νέου κανονισμού Τεχνολογίας Χαλύβων Οπλισμού Σκυροδέματος (ΚΤΧ 2008)» που δημοσιεύτηκε στο ΦΕΚ υπ αριθ. 1416/Β/17.7.08 αντικαθίστανται, μετά από λάθος στην ηλεκτρονική παραγωγή, τα κεφάλαια 7 και 8 (σελίδες 20300 έως και 20325) με ορθά κεφάλαια»
| Συνημμένο | Μέγεθος |
|---|---|
| ΦΕΚ 1416Β_2008 | 8.04 MB |
Π1.1 Γενικά
Οι χάλυβες οπλισμού σκυροδέματος (Χ.Ο.Σ.), που παράγονται σήμερα, τόσο στην Ελλάδα όσο και διεθνώς, προέρχονται στο μεγαλύτερο μέρος τους από τήξη παλαιοσιδήρου (scrap) σε ηλεκτρικές καμίνους (Electric Arc Fumace-EAF). Η περαιτέρω επεξεργασία τους, που περιλαμβάνει τη δευτερογενή μεταλλουργία, τη χύτευση και τη θερμομηχανική κατεργασία, επιλέγεται έτσι ώστε να εξασφαλίζονται τα επιθυμητά χαρακτηριστικά στο τελικό προϊόν.
Η ποιότητα των χαλύβων που παράγονται, εξαρτάται καταρχάς από την καθαρότητα της πρώτης ύλης η οποία, όπως προαναφέρθηκε, είναι κυρίως παλαιοσίδηρος. Με τον όρο καθαρότητα εννοείται το ποσοστό των υπολειμματικών στοιχείων, όπως χαλκός (Cu), νικέλιο (Νϊ), κασσίτερος (Sn), κοβάλτιο (Co), αντιμόνιο (Sb), αρσενικό (As), βολφράμιο (W) και μολυβδαίνιο (Μο) τα οποία δεν απομακρύνονται πλήρως κατά την τήξη και, κατά συνέπεια, ο περιορισμός των ποσοστών τους στο τελικό προϊόν εξασφαλίζεται κυρίως με την κατάλληλη επιλογή της πρώτης ύλης. Άλλα κραματικά στοιχεία, όπως το χρώμιο (Cr), το θείο (S), ο φώσφορος (Ρ), το μαγγάνιο (Μη), το άζωτο (Ν) και το υδρογόνο (Η) ελέγχονται μέχρις ενός ορισμένου βαθμού, ενώ στοιχεία όπως ο ψευδάργυρος (Ζη) εξατμίζονται και απομακρύνονται κατά τη διάρκεια της τήξης. Πέραν των στοιχείων που προέρχονται από την πρώτη ύλη, υπάρχουν και άλλα στοιχεία που προέρχονται από την ίδια τη μεταλλουργική επεξεργασία, όπως για παράδειγμα ασβέστιο (Ca), μαγνήσιο (Mg), πυρίτιο (Si) και αλουμίνιο (Α1) (επαφή τήγματος με τα πυρίμαχα υλικά της καμίνου).
Οι πιθανές επιδράσεις από την παρουσία των υπολειμματικών στοιχείων (πάνω από ορισμένες περιεκτικότητες) στην ποιότητα των τελικών προϊόντων μπορούν να συνοψιστούν ως εξής:
- Θερμή ρηγμάτωση που οφείλεται κυρίως στην παρουσία S, Cu και επιδεινώνεται με την παρουσία As, Sn και Sb.
- Ρωγμές και ψαθυρότητα που οφείλονται στην παρουσία S, Ρ και Η.
- Μεγάλη διασπορά στις τιμές των μηχανικών ιδιοτήτων, ειδικά στην περίπτωση χαλύβων θερμής έλασης, λόγω W, Mo, Cr, Ni, Ρ και Ν.
- Χαμηλή εν ψυχρώ διαμορφωσιμότητα λόγω Ν, Ρ και S.
- Ψαθυροποίηση στη Θερμικά Επηρεασμένη Ζώνη των συγκολλήσεων, λόγω S, Ν, Ρ και Η.
Σε αντιδιαστολή με τα παραπάνω στοιχεία (προσμίξεις, ακαθαρσίες, υπολειμματικά στοιχεία), τα οποία δεν μπορούν να ελεγχθούν ή ελέγχονται μέχρις ορισμένου βαθμού κατά την παραγωγική διαδικασία, στην τελική σύσταση των Χ.Ο.Σ., υπάρχουν και κραματικά στοιχεία τα οποία προστίθενται σκόπιμα προκειμένου να καθορισθούν οι ιδιότητες των τελικών προϊόντων. Τα διάφορα κραματικά στοιχεία, ανάλογα και με την περιεκτικότητά τους, επηρεάζουν σε διαφορετικό βαθμό και τρόπο τις ιδιότητες του τελικού προϊόντος. Η επίδραση των επί μέρους κραματικών στοιχείων-προσμίξεων στην συγκολλησιμότητα των Χ.Ο.Σ. ποσοτικοποιείται στην έκφραση του ισοδυνάμου του άνθρακα, Ceq.
Σ’ αυτά που ακολουθούν παρουσιάζονται συνοπτικά:
α) Ο ρόλος των κυριότερων κραματικών στοιχείων που συναντώνται στους Χ.Ο.Σ. είτε ως σκόπιμες προσθήκες (για τη δημιουργία κατάλληλων συνθέσεων), είτε ως προσμίξεις (υπολειμματικά στοιχεία) που είναι κατάλοιπα της μεταλλουργικής επεξεργασίας παραγωγής (μικροακαθαρσίες, στοιχεία από την πρώτη ύλη κ.λπ.)
β) Η επίδραση των θερμομηχανικών κατεργασιών παραγωγής στα χαρακτηριστικά των παραγόμενων προϊόντων Χ.Ο.Σ..
Π1.2 Επίδραση των κραματικών στοιχείων στα χαρακτηριστικά των Χ.Ο.Σ.
Άνθρακας (C)
Στους Χ.Ο.Σ., ο άνθρακας είναι από τα βασικότερα κραματικά στοιχεία καθώς επηρεάζει σημαντικά την αντοχή και τη συγκολλησιμότητα τους. Αύξηση της περιεκτικότητας σε C οδηγεί σε αύξηση της σκληρότητας και της αντοχής αλλά παράλληλα σε αναπόφευκτη μείωση της ολκιμότητας και της συγκολλησιμότητας. Η αύξηση της περιεκτικότητας σε C αυξάνει την εμβαπτότητα (ικανότητα σκλήρυνσης με μαρτενσιτικό μετασχηματισμό - hardenability) του χάλυβα που σχετίζεται με το βάθος βαφής των χαλύβων. Η τελευταία ιδιότητα είναι ιδιαίτερα σημαντική στους Χ.Ο.Σ. αφού είναι συνυφασμένη με συγκεκριμένη θερμομηχανική μεταλλοτεχνική επεξεργασία (θερμή έλαση με άμεση θερμική κατεργασία), η οποία ακολουθείται κατά την παραγωγή της πλειονότητας των Χ.Ο.Σ. σήμερα στην Ευρώπη (Tempcore, Thermex κ.λπ.). Στην πράξη, περιεκτικότητα σε C μεταξύ 0,18-0,24% στο τελικό προϊόν αποτελεί έναν συμβιβασμό μεταξύ των παραπάνω αντικρουόμενων ιδιοτήτων και εξασφαλίζει υψηλή αντοχή, ικανοποιητική επιμήκυνση και καλή συγκολλησιμότητα.
Μαγγάνιο (Μη)
Η κραμάτωση των χαλύβων με άνθρακα έχει ορισμένους περιορισμούς, επειδή με την αύξηση του ποσοστού του μειώνεται η συγκολλησιμότητα. Η επίδραση του μαγγανίου στη συγκολλησιμότητα είναι περίπου 5 με 6 φορές μικρότερη σε σχέση με τον άνθρακα (σύμφωνα και με τον υπολογισμό της τιμής του ισοδυνάμου άνθρακα). Κατά συνέπεια η προσθήκη Μη αποτελεί έναν ιδιαίτερα ευέλικτο τρόπο ρύθμισης των μηχανικών ιδιοτήτων των Χ.Ο.Σ. (αύξηση της περιεκτικότητας από 0,1-1% μπορεί να έχει θετική επίδραση στις μηχανικές ιδιότητες μέχρι 15%). Επίσης, το Μη είναι ιδιαίτερα ωφέλιμο διότι δεσμεύει το ελεύθερο θείο (MnS), μειώνοντας έτσι τον κίνδυνο δημιουργίας θειούχου σιδήρου (FeS) ο οποίος προκαλεί ψαθυροποίηση του χάλυβα κατά τη θέρμανση περί τους 900°C.
Πυρίτιο (Si)
Το πυρίτιο και το μαγγάνιο υπάρχουν σχεδόν σε όλους τους χάλυβες, επειδή περιέχονται στα μεταλλεύματα από τα οποία εξάγεται ο σίδηρος. Επί πλέον, το πυρίτιο προέρχεται τόσο από τη διαδικασία κάθαρσης (αποξείδωσης) του τήγματος, όσο και από τις πυρίμαχες επενδύσεις που χρησιμοποιούνται στους κλιβάνους τήξης, στους οποίους εισάγεται στο τήγμα κατά τη διαδικασία παραγωγής του χάλυβα. Κραμάτωση με πυρίτιο οδηγεί σε σκλήρυνση του χάλυβα, δίχως να επηρεάζεται σημαντικά η εμβαπτότητα και κατά συνέπεια και η συγκολλησιμότητα των χαλύβων. Αύξηση της περιεκτικότητας κατά ποσοστό 1% συνεπάγεται αύξηση της αντοχής κατά περίπου ΙΟΟΜΡα, ενώ αντίστοιχη είναι και η αύξηση του ορίου διαρροής.
Φώσφορος (Ρ)
Ο φώσφορος αποτελεί κατά κανόνα επιβλαβή ακαθαρσία για τους χάλυβες. Ο Ρ συνδέεται με ψαθυροποίηση και μικροδια- φορισμό κατά τη στερεοποίηση του χάλυβα. Ως εκ τούτου, κατά τη μεταλλουργική διαδικασία παραγωγής, καταβάλλεται προσπάθεια, τα επίπεδα περιεκτικοτήτων για χάλυβες κατασκευών να διατηρούνται σε ποσοστά χαμηλότερα του 0,03%- 0,05%. Για τους Χ.Ο.Σ., περιεκτικότητες μέχρι 0,055% είναι αποδεκτές.
θείο (S)
Η παρουσία θείου είναι ιδιαίτερα επιβλαβής στους χάλυβες επειδή αυξάνει την ευθραυστότητα. Προέρχεται κυρίως από τις πρώτες ύλες (scrap κ.λπ.), και ελέγχεται κατά την παραγωγική διαδικασία. Περιεκτικότητες 0,025%-0,030% είναι απο¬δεκτές για τους ειδικούς χάλυβες, ενώ για τους Χ.Ο.Σ. αποδεκτά ποσοστά είναι μέχρι 0,055%. Η παρουσία Μη είναι ιδιαίτερα ωφέλιμη διότι δεσμεύει το ελεύθερο θείο (MnS), μειώνοντας έτσι τον κίνδυνο ψαθυροποίησης των χαλύβων.
Αζωτο (Ν)
Ο ρόλος του αζώτου είναι ιδιαίτερα σημαντικός. Παρ’ ότι συναντάται σε χαμηλές περιεκτικότητες στους Χ.Ο.Σ., θεωρείται γενικά ως ανεπιθύμητη πρόσμιξη. Η παρουσία αζώτου πέραν ενός ορίου είναι βλαπτική επειδή μειώνει την ολκιμότητα και ευνοεί την ευθραυστότητα επαναφοράς (ευθραυστότητα στο κυανούν). Επιπροσθέτως, είναι ενδεχόμενο να προκαλέσει πέραν της ευθραυστότητας και φαινόμενα γήρανσης στους χάλυβες που έχουν υποστεί εν ψυχρώ κατεργασία/καταπόνηση.
Για τους Χ.Ο.Σ. σε παλαιότερες τυποποιήσεις (π.χ. DIN 488), είχε καθορισθεί ανώτερο όριο περιεκτικότητας 0,01% (ανάλυση χυτηρίου) και σε περίπτωση που η περιεκτικότητα σε φώσφορο ήταν χαμηλότερη του 0,05% επιτρεπόταν η περιεκτικότητα σε άζωτο να φτάσει μέχρι το 0,012%.
Στο Πρότυπο ΕΛΟΤ ΕΝ 10080 ορίζονται μέγιστες περιεκτικότητες 0,012% (ανάλυση χυτηρίου) και 0,014% (ανάλυση προϊόντος), και αναφέρεται σε υποσημείωση ότι είναι επιτρεπτές και μεγαλύτερες περιεκτικότητες εάν υπάρχουν επαρκείς ποσότητες στοιχείων που δεσμεύουν το άζωτο, χωρίς όμως να γίνεται περαιτέρω διευκρίνιση για τις “ποσότητες” και το “είδος” αυτών των κραματικών στοιχείων. Εκτενέστερη αναφορά σχετικά με τη “δέσμευσή” του αζώτου από άλλα κραματικά στοιχεία στους χάλυβες γίνεται στη “Σημείωση” στο τέλος αυτής της παραγράφου.
Χαλκός (Cu)
Στους Χ.Ο.Σ. ο χαλκός προέρχεται κατά κανόνα από την πρώτη ύλη που χρησιμοποιείται. Παρά το γεγονός ότι, ακόμη και σε ελάχιστα ποσοστά, ο Cu. αυξάνει την αντοχή του χάλυβα σε οξείδωση κατά την έκθεσή του στις ατμοσφαιρικές συνθήκες και δεν επηρεάζει σημαντικά τη συγκολλησιμότητα, σχετίζεται άμεσα με τη θερμή ρηγμάτωση των κοινών χαλύβων.
Ο χαλκός, ως ευγενέστερο του σιδήρου μέταλλο, δεν μπορεί να απομακρυνθεί από το τήγμα, με αποτέλεσμα να παρατηρείται συσσώρευσή του και αύξηση της περιεκτικότητάς του στους χάλυβες που παράγονται από τήξη παλαιοσιδήρου (scrap). Αυτό δεν παρατηρείται κατά την παραγωγή του χάλυβα μέσω χυτοσιδήρου, στην οποία χρησιμοποιούνται σιδηρομεταλλεύματα. Ο μόνος τρόπος ελέγχου της περιεκτικότητας του Cu στους Χ.Ο.Σ. (οι οποίοι ως επί το πλείστον παράγονται μέσω ηλεκτρικών καμίνων) είναι με κατάλληλη επιλογή της πρώτης ύλης, δηλ. της ποιότητας του παλαιοσιδήρου ή με αντικατάσταση ποσοστού του παλαιοσιδήρου με DRI (Direct Reduced Iron δηλ. υψηλής καθαρότητας σίδηρος).
Βανάδιο (V)
Το βανάδιο έχει χρησιμοποιηθεί στην παραγωγή Χ.Ο.Σ., αφού και σε μικρές αναλογίες στο προϊόν (μικροκραμάτωση) επιτρέπει την απόκτηση των μηχανικών χαρακτηριστικών που προδιαγράφονται για την κατηγορία B500C (και παλαιότερα του S500s) δίχως να απαιτείται περαιτέρω θερμική κατεργασία.
To V είναι ισχυρό καρβιδιογόνο στοιχείο (ενώνεται με τον άνθρακα, τον οποίο δεσμεύει για σχηματισμό καρβιδίων). Ακόμη και σε μικρές περιεκτικότητες αυξάνει την αντοχή σε εφελκυσμό και το όριο διαρροής στη θερμοκρασία περιβάλλοντος αλλά και σε υψηλότερες, εμποδίζοντας την αύξηση του μεγέθους του κόκκου στη μικρογραφική μορφή του χάλυβα, σε καθορισμένες συνθήκες έλασής του.
Σε συνδυασμό με προσθήκες Cr και W, χρησιμοποιείται στην παραγωγή ειδικών χαλύβων θερμών κατεργασιών και ταχυχαλύβων (εργαλείων).
Νιόβιο(Νb/Cb), Ταντάλιο (Ta)
Όπως το βανάδιο, έτσι και το νιόβιο και το ταντάλιο μπορεί να χρησιμοποιηθούν ως κραματικά στοιχεία αύξησης της αντοχής των Χ.Ο.Σ., διατηρώντας την ολκιμότητα σε σχετικά υψηλά επίπεδα. Τα στοιχεία αυτά συναντώνται συνήθως ως προσθήκες σταθεροποίησης στους ανοξείδωτους χάλυβες.
Νικέλιο (Ni), Χρώμιο (Cr), Μολυβδαίνιο (Μο)
Τα στοιχεία αυτά είναι κατ’ εξοχήν κραματικά για ειδικούς χάλυβες (χρωμονικελιούχοι, μολυβδαινιούχοι κ.λπ.). Οι περιεκτικότητες 18% Cr, 8% Ni είναι τυπικές αναλογίες των πλέον διαδεδομένων ποιοτήτων ανοξείδωτων χαλύβων (18/8).
Στους Χ.Ο.Σ. συναντώνται συνήθως ως προσμίξεις από την πρώτη ύλη (scrap). Σε αναλογίες άνω του 0,5% (ιδίως για τα Cr και Μο) σε συνδυασμό με την περιεκτικότητα σε άνθρακα, είναι ενδεχόμενο να επηρεάσουν σημαντικά τα χαρακτηριστικά των χαλύβων (υπεραντοχή, ευθραυστότητα κατά τη διαδικασία παραγωγής κ.λπ.). Τα στοιχεία αυτά, λόγω και του κόστους τους, δεν εμφανίζονται σε μεγάλες αναλογίες στις συνθέσεις των Χ.Ο.Σ. και έτσι δεν δημιουργούνται προβλήματα στο τελικό προϊόν. Ενδεχόμενη παρουσία τους σε αυξημένα ποσοστά γίνεται αμέσως αντιληπτή κατά την παραγωγική διαδικασία (έλαση) και το πρόβλημα αντιμετωπίζεται πριν παραχθούν τελικά προϊόντα.
Σημείωση: Ο ρόλος ορισμένων κραματικών στοιχείων στη δέσμευση του αζώτου
Η έρευνα έχει δείξει ότι τα στοιχεία που δεσμεύουν το άζωτο, τόσο κατά τη χύτευση όσο και κατά τη θερμή έλαση του χάλυβα, είναι τα στοιχεία των ομάδων IVA (Ti, Zr. Hf). VA (V. Nb. Ta), και IIIB (B, Al) του Περιοδικού Συστήματος, καθώς επίσης και το W. Είναι επίσης γνωστό ότι το επίπεδο διαλυτότητας του Ν στον υγρό χάλυβα αυξάνει, όσο αυξάνει η συγκέντρωση των εν λόγω στοιχείων. Το ποσοστό του δεσμευομένου Ν από τα στοιχεία αυτά σε μορφή νιτριδίων διαφέρει ανάλογα με το στοιχείο. Νιτρίδια μπορούν να σχηματισθούν τόσο κατά τη διαδικασία της χύτευσης του χάλυβα, όσο και κατά τη φάση επαναθέρμανσης των μπιγεττών (ωστενιτοποίηση - ανακρυστάλλωση) και της μετέπειτα θερμής έλασης. Τα νιτρίδια γίνονται πολύ σταθερές ενώσεις με την πτώση της θερμοκρασίας και βρίσκονται στα τελικά προϊόντα σαν μη μεταλλικά εγκλείσματα. Το ποσοστό του Ν που απομένει σε διάλυση εντός των κρυστάλλων του τελικού προϊόντος πρέπει να είναι χαμηλό, γιατί διαφορετικά θα υπάρξουν προβλήματα και από πλευράς ανωμαλιών στην επιφάνεια του τελικού προϊόντος, αλλά και λόγω του φαινομένου της γήρανσης από παραμόρφωση (strain aging), κατά το οποίο ο χάλυβας υφίσταται σκλήρυνση και ψαθυροποίηση σαν αποτέλεσμα γήρανσης λόγω πλαστικής παραμόρφωσης. Σύμφωνα με το ΕΛΟΤ ΕΝ 10080 το μέγιστο τελικό ποσοστό του Ν χωρίς την ύπαρξη στοιχείων που το δεσμεύουν είναι 0.014% ή 140ppm. Προφανώς το μέγιστο αυτό ποσοστό Ν μπορεί να βρίσκεται ελεύθερο σε διάλυση στους κόκκους του χάλυβα, χωρίς περαιτέρω προβλήματα στις μηχανικές ιδιότητες του προϊόντος.
Παρακάτω υπολογίζονται οι μέγιστες περιεκτικότητες του Ν στον χάλυβα, δεσμευμένου και μη. για τα πλέον σημαντικά στοιχεία όπως αργίλιο ή αλουμίνιο (Α1). βόριο (Β). βανάδιο (V). νιόβιο (Nb) και τιτάνιο (Ti). Το ζιρκόνιο (Zr) αντιδρά σημαντικά με το Ν αλλά αποφεύγεται επειδή παρουσιάζει ιδιαίτερα προβλήματα στη χύτευση του χάλυβα. Οι υπολογισμοί γίνονται για τη φάση της επαναθέρμανσης των μπιγεττών. δηλαδή την ωστενιτοποίηση-ανακρυστάλλωση και θερμή έλαση.
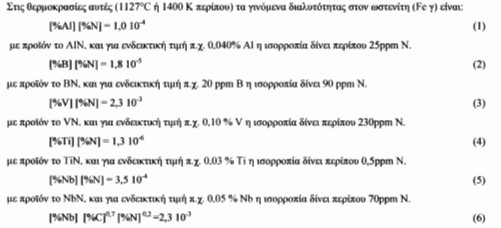
με προϊόν το Nb(C.N) με ατομική σύσταση NbCojNoj. και για ενδεικτική τιμή π.χ. 0.05% Nb η ισορροπία δίνει περίπου 0,6ppm Ν.
Ειδικότερα:
- Από τη στοιχειομετρία της αντίδρασης κατακρήμνισης του Α1Ν φαίνεται ότι για κάθε 0.01% Α1 στον Fe γ κατακρημνίζονται περίπου 0.0052% ή 52ppm Ν. και μέχρι του ορίου των 0.04% Α1 δεσμεύονται περίπου 208ppm Ν. προσθέτοντας δε και τα 140ppm Ν που επιτρέπεται να υπάρχουν αδέσμευτα στον χάλυβα, χωρίς πρόβλημα στις μηχανικές ιδιότητες, συμπεραίνεται ότι το Ν μπορεί να φθάσει τα επίπεδα του 0.0348% ή 348ppm Ν max στο τελικό προϊόν για 0,04% Al max.
- Ομοίως, κάθε ppm Β δεσμεύει περίπου 1.3ppm Ν. οπότε για μέχρι 20ppm Β. max το Ν μπορεί να φθάσει τα επίπεδα των 0.0165% ή 165ppm (25+140ppm Ν).
- To Ti κατακρημνίζει περίπου 29ppm Ν για κάθε 0.01% Ti. Στην πράξη η δέσμευση του Ν από το Ti έχει ήδη ξεκινήσει από τη στιγμή της χύτευσης του χάλυβα με αποτέλεσμα το Α1 να παίζει περισσότερο το ρόλο του αποξειδωτικού παρά της δέσμευσης του Ν. Για ένα ποσοστό 0.03% Ti η συγκέντρωση του Ν στο τελικό προϊόν μπορεί να φθάσει τα 0,023% ή 230ppm Ν.
- To V κατακρημνίζει 27.5ppm Ν για κάθε 0.01%V. και μέχρι του επιπέδου των 0.1%V μπορούν να δεσμευτούν μέχρι και 275ppm Ν. Η ισορροπία όμως, σύμφωνα με την εξίσωση (3) δείχνει ότι η κατακρήμνιση VN είναι πρακτικά αδύνατη στον Fe γ. Πράγματι, η δημιουργία VN γίνεται ουσιαστικά σε χαμηλότερες θερμοκρασίες, δηλαδή στον φερρίτη (Fe α). Στους 700°C (973°Κ), μια νέα συνθήκη ισορροπίας ισχύει σύμφωνα με τον τύπο:
[%V] [%Ν] = 8,1 10-7 (7)
Έτσι, για τα επίπεδα μέχρι του 0.1 %V ελάχιστα ppm Ν μπορούν να υπάρξουν διαλυμένα. Κατ’ αυτόν τον τρόπο, για περιεκτικότητες V στην περιοχή των 0.1 % V η περιεκτικότητα σε Ν μπορεί να είναι μέχρι και 0.042% ή 420ppm Ν.
- Για το Nb. η κατακρήμνιση νιτριδίων του είναι ακόμη πιο πολύπλοκη καθόσον επηρεάζεται και από την κατακρήμνιση σύνθετων μορφών καρβονιτριδίων Nb(C.N). Η κατακρήμνιση γίνεται σε υψηλότερες θερμοκρασίες στον ωστενίτη. Γενικά όμως φαίνεται ότι για περιεκτικότητες 0.05%Nb περίπου, το Ν μπορεί να βρίσκεται στα επίπεδα των 0.022% ή 220ppm Ν.
Οι ανωτέρω θερμοδυναμικές προσεγγίσεις επιβεβαιώνονται και από πλευράς κινητικής. Για τα πιο πάνω στοιχεία, εκτός του V. ο σχηματισμός νιτριδίων συμβαίνει στον ωστενίτη σε υψηλότερες θερμοκρασίες. Η ταχύτητα διάχυσης των στοιχείων αυτών και του Ν στον Fe γ είναι ο μηχανισμός που ελέγχει την αντίδραση. Ο συντελεστής διάχυσης του Ν στον Fe γ στους 1050°C (1323 Κ) είναι: D= 2.12 10‘ m'/sec. Ακόμη και για μεγάλους κόκκους ωστενίτη. της τάξης των 300μm, ο απαιτούμενος χρόνος για τη διάχυση του Ν από το κέντρο ενός κόκκου στα όριά του δίνεται από την προσεγγιστική σχέση:
T = d2/(16D) (8)
και ισούται προς 4.5min. χρόνος επαρκής για να συμβεί το φαινόμενο στο φούρνο αναπυρακτώσεως.
Για το V, η κατακρήμνιση γίνεται στον Fe α τη στιγμή της θερμής έλασης κάτω από τους 700°C (973°Κ). όταν φυσικά έχει ήδη λάβει χώρα η εκλέπτυνση κόκκων, λόγω της μηχανικής καταπόνησης του υλικού, από τη μεγάλη μείωση της διατομής του προϊόντος. Στις θερμοκρασίες αυτές ο συντελεστής διάχυσης του Ν στον Fe α είναι περίπου D = 2.5 1011 m2/s. Ακόμη και για μεγάλους κόκκους φερρίτη, της τάξης των 50pm (για μικροκραματωμένους χάλυβες), ο απαιτούμενος χρόνος για τη διάχυση του Ν από το κέντρο ενός κόκκου στα όριά του που δίνεται από την προσεγγιστική σχέση (8) ισούται προς 6.5s, χρόνος ικανός για να συμβεί το φαινόμενο κατά τη διάρκεια της θερμής έλασης.
Στο τέλος του Παραρτήματος δίνεται η σχετική βιβλιογραφία.
Π1.3 Θερμομηχανικές κατεργασίες παραγωγής
Με τον όρο θερμομηχανικές κατεργασίες περιγράφονται οι κατεργασίες του χάλυβα, που έχει ήδη μορφοποιηθεί κατά τη στερεοποίησή του, σε κατάλληλες διατομές (μπιγιέτες κ.λπ.) και γίνονται προκειμένου να αποκτηθεί η απαιτούμενη γεωμετρία και για ορισμένους χάλυβες (π.χ. Tempcore) τα προδιαγραφόμενα μηχανικά χαρακτηριστικά. Οι κατεργασίες αυτές περιλαμβάνουν διαμόρφωση με έλαση, σφυρηλάτηση, ολκή κ.λπ. που γίνονται σε μεγάλες θερμοκρασίες (εν θερμώ) που ακολουθούνται από ψύξη με ελεγχόμενο ή μη ρυθμό. Σπανιότερα οι πιο πάνω κατεργασίες μπορούν να γίνουν σε θερμοκρασία περιβάλλοντος (εν ψυχρώ).
Οι χάλυβες ΘΕ-Θ (π.χ. Tempcore) παράγονται με συνδυασμό μηχανικής και θερμικής κατεργασίας. Οι χάλυβες ΘΕ-Χ παράγονται με θερμή έλαση χωρίς επακόλουθη θερμική κατεργασία, ενώ οι χάλυβες ΨΚ-Σ και ΨΚ-Ο αποκτούν την τελική διατομή με κατεργασίες διαμόρφωσης στη θερμοκρασία του περιβάλλοντος, επίσης χωρίς θερμική κατεργασία.
Οι κατεργασίες αυτές έχουν ως αποτέλεσμα τη διαφοροποίηση των μηχανικών χαρακτηριστικών των Χ.Ο.Σ. εξαιτίας και των μεταβολών της μικρογραφικής μορφής του υλικού. Οι μεταβολές που συμβαίνουν ακολουθούν θερμοδυναμικούς νόμους. Το "ιστορικό κατεργασιών” επομένως αποτελεί κρίσιμη παράμετρο για την εκτίμηση της αναμενόμενης συμπεριφοράς των Χ.Ο.Σ.
Επειδή δεν είναι πάντοτε εύκολο να ποσοτικοποιείται κάθε τέτοια εκτίμηση, οι τιμές που προκύπτουν από τις μετρήσεις αντοχής που περιγράφονται στις σχετικές παραγράφους του παρόντος κανονισμού χρησιμοποιούνται ως μέτρο αξιολόγησης της συμπεριφοράς των υλικών στις κατασκευές.
Για την καλύτερη κατανόηση των μεταβολών που συμβαίνουν ως αποτέλεσμα τέτοιων κατεργασιών, παρατίθενται πιο κάτω συνοπτικώς ορισμένες από τις έννοιες που περιγράφουν αντίστοιχες καταστάσεις, καθώς και τις συνηθέστερες θερμομηχανικές και θερμικές κατεργασίες.
Π1.3.1 Φάσεις - Συστατικά που συναντώνται στους Χ.Ο.Σ.
Φάσεις είναι οι δομικά διακεκριμένες περιοχές σε ένα σύστημα υλικών. Στο εσωτερικό και μέχρι τα όρια των περιοχών αυτών, τα χαρακτηριστικά και οι ιδιότητες του υλικού δεν διαφοροποιούνται υπό κανονικές συνθήκες.
Φάσεις ισορροπίας είναι αυτές που εμφανίζονται ως σταθερές σε ένα διάγραμμα ισορροπίας (διάγραμμα φάσεων) για συγκεκριμένες περιεκτικότητες των κραματικών στοιχείων και σε συγκεκριμένες θερμοκρασίες (Fe α, Fe γ, Fe3C). Φάσεις που δεν προβλέπονται στα διαγράμματα ισορροπίας χαρακτηρίζονται και ως “εκτός ισορροπίας” και κατά κανόνα τείνουν να μετατραπούν σε φάσεις ισορροπίας αν υπάρξουν οι κατάλληλες συνθήκες (π.χ. υψηλή θερμοκρασία, χρόνος κ.λπ.).
Οι κυριότερες φάσεις και τα συστατικά που συναντώνται στους Χ.Ο.Σ. είναι:
- Φερρίτης (Fe α)
Στερεό διάλυμα σιδήρου με ένα ή περισσότερα στοιχεία, που κρυσταλλώνεται στο χωροκεντρωμένο κυβικό σύστημα, (b.c.c.). Διαλυόμενο στοιχείο είναι ο άνθρακας με περιεκτικότητα 0,008% στη θερμοκρασία περιβάλλοντος και ανώτερη 0,025ο/οο στους 723°C. Σε ορισμένα διαγράμματα ισορροπίας σιδήρου άνθρακα παρουσιάζονται δύο περιοχές φερρίτη (Fe α, Fe δ) διαχωριζόμενες από την περιοχή ωστενίτη. Η κατώτερη περιοχή είναι η περιοχή φερρίτη α και η ανώτερη
περιοχή φερρίτη δ (πρόκειται για ιδίας δομής φάση με διαφορετική ακμή κύβου στοιχειώδους κυττάρου). Ο φερρίτης παρουσιάζει αντοχές σε εφελκυσμό της τάξης των 300MPa.
Σημείωση: Σε εφαρμογές μαγνητικών υλικών, συναντάται επίσης η ονομασία φερρίτης. αλλά αφορά ενώσεις του τύπου: Μ+++Ο Μ2+++Ο3. όπου το τρισθενές μέταλλο είναι συνήθως ο σίδηρος.
- Ωστενίτης (Fe γ)
Στερεό διάλυμα σιδήρου με ένα ή περισσότερα στοιχεία που κρυσταλλώνεται στο εδροκεντρωμένο κυβικό σύστημα, (f.c.c.). Εφόσον δεν προσδιορίζεται ειδικά (π.χ. ωστενίτης νικελίου) το διαλυόμενο στοιχείο θεωρείται ότι είναι ο άνθρακας. Ο ωστενίτης, που συμβολίζεται ως Fe γ, εμφανίζεται σε θερμοκρασίες άνω των 723°C από τη μετατροπή του Fe α σε Fe γ, η οποία για τους χάλυβες Χ.Ο.Σ. είναι πλήρης σε θερμοκρασίες άνω των 780°C περίπου. Η θερμοκρασία πλήρους μετασχηματισμού εξαρτάται και από τα υπόλοιπα κραματικά στοιχεία. Ο ωστενίτης έχει μεγαλύτερη διαλυτότητα σε άνθρακα (μέχρι 2%) από τον φερρίτη, λόγω δε του συστήματος κρυστάλλωσης (f.c.c.) έχει και πολύ καλή διαμορφωσιμότητα.
Χάλυβες που περιέχουν ωστενίτη στη θερμοκρασία περιβάλλοντος (ωστενιτικοί χάλυβες) είναι οι χρωμονικελιούχοι ανοξείδωτοι χάλυβες.
- Σεμεντίτης
Χημική ένωση σιδήρου με άνθρακα (καρβίδιο του σιδήρου) που αντιστοιχεί στον στοιχειομετρικό τύπο Fe3C. Στους χάλυβες η χημική του σύσταση μπορεί να διαφοροποιηθεί παρουσία Μη και άλλων καρβιδιογόνων στοιχείων. Έχει κρυσταλλική δομή ορθορομβικού συστήματος. Εμφανίζει μεγάλη σκληρότητα («700HV) και αντίστοιχα υψηλή ευθραυστότητα.
- Μαρτενσίτης
Είναι υπέρκορο στερεό διάλυμα άνθρακα στον σίδηρο με κρυσταλλικό πλέγμα τετραγωνικό. Στους χάλυβες είναι μετασταθής φάση που προκύπτει από τον μετασχηματισμό του ωστενίτη σε θερμοκρασίες κάτω της Ms (θερμοκρασία αρχής μετασχηματισμού). Στη μικροδομή εμφανίζεται βελονοειδής. Για τον σχηματισμό του μαρτενσίτη στους Χ.Ο.Σ. είναι αναγκαίες και ικανές οι παρακάτω προϋποθέσεις/συνθήκες:
- Να έχει σχηματισθεί ωστενίτης (ωστενίτης σχηματίζεται στους Χ.Ο.Σ. σε θερμοκρασίες 723°C και άνω).
- Η ψύξη του ωστενίτη να γίνεται με ταχύτητα μεγαλύτερη από μία κρίσιμη χαρακτηριστική (Vc) για την συγκεκριμένη σύνθεση του υλικού. Για τους χάλυβες Β500Α και B500C η ταχύτητα Vc, είναι της τάξεως εκα-τοντάδων βαθμών ανά δευτερόλεπτο και μπορεί να επιτευχθεί μόνο με ειδικά μέσα. Για τους χάλυβες τύπου Still (C≥0,40%) η Vc είναι αρκετά μικρότερη και μπορεί να επιτευχθεί ακόμη και με την ψύξη μιας ράβδου σε νερό.
- Η θερμοκρασία στην οποία θα φθάσει το υλικό (μετά την γρήγορη ψύξη) να είναι μικρότερη από μια χαρακτηριστική (Ms) για το υλικό θερμοκρασία. Για τους Χ.Ο.Σ. η Ms είναι στην περιοχή των 300°C.
- Περλίτης
Ιδιόμορφος σχηματισμός (εναλλαγή φάσεων φερρίτη-σεμεντίτη) που συναντάται στους χάλυβες και τους χυτοσιδήρους. Μικρογραφικά εμφανίζεται με μορφή εναλλασσόμενων πλακιδίων φερρίτη-σεμεντίτη (φυλλοειδής περλίτης) ή σε σφαί¬ρες σεμεντίτη σε περιβάλλον κρυστάλλων φερρίτη (σφαιροποιημένος περλίτης).
- Μπαινίτης
Προϊόν μετασχηματισμού του ωστενίτη, αποτελούμενο από μίγμα φερρίτη και καρβιδίων. Γενικά σχηματίζεται σε θερμοκρασίες χαμηλότερες εκείνων στις οποίες σχηματίζεται ο πολύ λεπτόκοκκος περλίτης και μεγαλύτερες εκείνων όπου αρχίζει ο μετασχηματισμός σε μαρτενσίτη κατά την ψύξη (300°-500°C για τους Χ.Ο.Σ.). Η μορφή του μοιάζει με φτερά στην ανώτερη περιοχή (ανώτερος μπαινίτης) και με βελόνες εφόσον σχηματίζεται σε χαμηλότερες θερμοκρασίες (κατώτερος μπαινίτης). Παρουσιάζει αντοχές σχεδόν παραπλήσιες του μαρτενσίτη, αλλά πολύ καλύτερη διαμορφωσιμότητα.
Π1.3.2 Μεταλλοτεχνικές κατεργασίες των Χ.Ο.Σ.
Έλαση
Διαδικασία διαμόρφωσης εν θερμώ ή εν ψυχρώ ενός μεταλλικού υλικού με τη χρήση αντίρροπα περιστρεφόμενων κυλίνδρων.
Ολκή
Ψυχρή κατεργασία μιας ράβδου ή ενός σύρματος, τα οποία ελκόμενα διέρχονται μέσα από κατάλληλη μήτρα με τελικό αποτέλεσμα τη μείωση της διατομής τους (και επακόλουθο την αύξηση της αντοχής).
Κατά την ψυχρή κατεργασία δημιουργείται ενδοτράχυνση. Με τον όρο ενδοτράχυνση (work hardening, strain hardening), περιγράφεται η κατάσταση που δημιουργείται στον χάλυβα έπειτα από κατεργασία πλαστικής παραμόρφωσης σε θερμοκρασίες πρακτικά κάτω από 500°C. Κύριο χαρακτηριστικό της κατάστασης που δημιουργείται με την ενδοτράχυνση είναι η αύξηση της αντοχής του μετάλλου με αντίστοιχη μείωση της ολκιμότητας.
Π1.3.3 Θερμικές κατεργασίες
Μαρτενσιτική βαφή
Μαρτενσιτική βαφή στους χάλυβες ονομάζεται η μετατροπή του ωστενίτη σε μαρτενσίτη με αποτέλεσμα πολύ μεγάλη αύξηση της αντοχής (σκληρότητας), αλλά και ταυτόχρονη μείωση της ολκιμότητας. Η μετατροπή αυτή γίνεται με (ταχύτατη) ψύξη του ωστενίτη εφόσον τηρούνται ορισμένες αναγκαίες και ικανές συνθήκες, όπως π.χ. ταχύτητα ψύξης μεγαλύτερη από μια κρίσιμη (Vc) για το συγκεκριμένο υλικό ή ψύξη σε θερμοκρασία χαμηλότερη από μια χαρακτηριστική επίσης θερμοκρασία για το ίδιο υλικό (Ms).
Η κρίσιμη ταχύτητα ψύξης (Vc) μειώνεται όσο αυξάνεται η περιεκτικότητα σε άνθρακα και σε μαγγάνιο (αλλά και σε άλλα από τα στοιχεία που συναντώνται ως προσμίξεις στους Χ.Ο.Σ.). Για χάλυβες π.χ. με περιεκτικότητα σε C= 0,40% και σε Μη>0,60%, ταχύτητες ψύξης μεγαλύτερες από την κρίσιμη μπορούν να δημιουργηθούν κατά τη ψύξη μιας ράβδου με απλή εμβάπτιση σε νερό ή κατά τη ψύξη στη διάρκεια και μετά το πέρας μιας συγκόλλησης.
Για τους Χ.Ο.Σ. η θερμοκρασία αρχής του μετασχηματισμού σε μαρτενσίτη (Ms) είναι μεγαλύτερη των 300°C. Η ψύξη από θερμοκρασίες μεγαλύτερες από 723°C σε θερμοκρασία κάτω από 300°C, με ταχύτητες μεγαλύτερες από την κρίσιμη, συνεπάγεται πάντοτε δημιουργία μαρτενσίτη, με επακόλουθο την ψαθυροποίηση του χάλυβα.
Για τους χάλυβες της κατηγορίας B500C (συγκολλήσιμους) δεν είναι εύκολο να γίνει μαρτενσιτική βαφή επειδή (λόγω της χαμηλής περιεκτικότητας σε άνθρακα, η κρίσιμη ταχύτητα είναι πολύ μεγάλη και δεν μπορεί να επιτευχθεί με τα συνήθη μέσα (όπως π.χ. με εμβάπτιση σε νερό ή με απλό κατάβρεγμα).
Οι χαλυβουργίες που εκμεταλλεύονται τη μαρτενσιτική βαφή για την αύξηση της αντοχής των Χ.Ο.Σ. (Tempcore κ.λπ.) χρησιμοποιούν ειδικές διατάξεις προκειμένου να εξασφαλίσουν τις εξαιρετικά μεγάλες ταχύτητες ψύξης που απαιτούνται (μεγαλύτερες από την αντίστοιχη κρίσιμη ταχύτητα Vc). Οι υψηλές αντοχές οι οποίες δημιουργούνται στο υλικό με τη μαρτενσιτική βαφή, δεν μπορούν να αξιοποιηθούν αυτοτελώς λόγω της μείωσης της ολκιμότητας που συνεπάγονται. Γι’ αυτό η μαρτενσιτική βαφή στους Χ.Ο.Σ. ακολουθείται πάντοτε από αναθέρμανση του μαρτενσίτη (επαναφορά).
Επαναφορά
Θέρμανση του μαρτενσίτη σε θερμοκρασίες μικρότερες των 723°C για τους Χ.Ο.Σ. Η θέρμανση του χάλυβα που περιέχει μαρτενσίτη, έχει ως αποτέλεσμα τη δημιουργία καταστάσεων στη δομή του μετάλλου που τείνουν να αποκαταστήσουν την “ισορροπία” με επακόλουθο τη μείωση της σκληρότητας (που προέρχεται από το μαρτενσίτη) και ταυτόχρονη σημαντική αύξηση της ολκιμότητας του υλικού. Από συγκεκριμένης χημικής σύστασης υλικό, με επιλογή κατάλληλων θερμοκρασιών επαναφοράς, είναι δυνατόν να δημιουργηθούν προϊόντα με ενδιάμεσες τιμές μηχανικών ιδιοτήτων (συνδυάζοντας τη μείωση αντοχής με αύξηση ολκιμότητας).
Στην τεχνολογία παραγωγής των Χ.Ο.Σ. η επαναφορά γίνεται “αυτόματα”: δηλαδή ο μαρτενσίτης που δημιουργείται με την κατάλληλη ψύξη στην επιφάνεια π.χ. μιας ράβδου, “επαναφέρεται” με την έκθεσή του στη θερμοκρασία που δημιουργείται με τη ροή της θερμότητας από το εσωτερικό της ράβδου προς την περιφέρεια.
Ο χρόνος που απαιτείται για την ολοκλήρωση των μεταβολών (ή και αντιδράσεων) κατά τη διάρκεια της επαναφοράς σε ορισμένη θερμοκρασία, είναι συνάρτηση πολλών παραμέτρων (π.χ. κραματικά στοιχεία κ.ά.). Για τις θερμοκρασίες όμως των 550°C περίπου όπου συνήθως - ανάλογα και με την τεχνολογία του εκάστοτε παραγωγού - “επαναφέρεται” ο μαρτενσίτης των Χ.Ο.Σ., ο απαιτούμενος χρόνος για ολοκλήρωση των αντιδράσεων είναι της τάξης δευτερολέπτων.
Ο χρόνος και η θερμοκρασία επαναφοράς είναι παράμετροι που καθορίζουν τη συμπεριφορά του υλικού σε ενδεχόμενες μεταγενέστερες αναθερμάνσεις. Μετά την επαναφορά σε ορισμένη θερμοκρασία (π.χ. κατά τη διαδικασία παραγωγής), κάθε επόμενη θέρμανση στην ίδια ή χαμηλότερη θερμοκρασία δεν θα έχει ουσιαστική επίπτωση στις ιδιότητες του υλικού.
Αποτατική Ανόπτηση
Με τον όρο αυτό περιγράφεται η θέρμανση του υλικού σε θερμοκρασίες πρακτικά μεγαλύτερες των 80-100°C και αναφέρεται σε ορισμένες περιπτώσεις με τον ανεπιτυχή όρο “γήρανση” του υλικού. Η κατεργασία αυτή διευκολύνει την εξομάλυνση των τάσεων που δημιουργούνται στο εσωτερικό του μετάλλου έπειτα από “ψυχρή κατεργασία”, και συνεπάγεται μικρές διαφοροποιήσεις αντοχής (αύξηση ή μείωση του ορίου διαρροής κ.λπ.), ενώ σε ορισμένες περιπτώσεις και για ορισμένες θερμοκρασίες συνεπάγεται αξιοσημείωτη αύξηση της ολκιμότητάς του.
Ανακρυστάλλωση (ή και ανόπτηση για ανακρυστάλλωση)
Πρόκειται για θερμική κατεργασία (θέρμανση) σε τέτοια θερμοκρασία ώστε να προκόψουν νέοι κρύσταλλοι (των επί μέρους φάσεων ή συστατικών του μετάλλου) απαλλαγμένοι από τις εσωτερικές τάσεις που έχουν αναπτυχθεί σ’ αυτούς έπειτα από “ψυχρή” κατεργασία. Ο χρόνος ανακρυστάλλωσης είναι της τάξης δευτερολέπτων. Η θερμοκρασία ανακρυστάλλωσης δεν είναι συγκεκριμένη για κάθε υλικό, επηρεάζεται δε από την καθαρότητα (όσο πιο καθαρό τόσο χαμηλότερη) και το βαθμό της “εν ψυχρώ” παραμόρφωσης (όσο μεγαλύτερος τόσο χαμηλότερη) που έχει προηγηθεί.
Προϋποθέσεις για την έναρξη και την ολοκλήρωση της ανακρυστάλλωσης είναι:
- Ο προϋπάρχων βαθμός πλαστικής παραμόρφωσης (ενδοτράχυνση)
- Η θέρμανση πάνω από ορισμένη θερμοκρασία (θερμοκρασία ανακρυστάλλωσης).
Η θερμοκρασία ανακρυστάλλωσης οριοθετεί και τη “ψυχρή” από τη “θερμή” κατεργασία. Αν δηλαδή η κατεργασία διαμόρφωσης γίνεται σε θερμοκρασία κάτω από τη θερμοκρασία ανακρυστάλλωσης, πρόκειται για “ψυχρή” κατεργασία.
Αν η κατεργασία διαμόρφωσης γίνεται σε μεγαλύτερη θερμοκρασία από τη θερμοκρασία ανακρυστάλλωσης, πρόκειται για “θερμή” (“εν θερμώ”) κατεργασία.
Π1.3.4 Εφαρμογή των διαφόρων θερμομηχανικών μεθόδων κατεργασίας για την απόκτηση των επιθυμητών χαρακτηριστικών
Προκειμένου να εξασφαλισθούν τα επιθυμητά χαρακτηριστικά μπορούν να σχεδιασθούν συνδυασμοί κατεργασιών, όπως:
- Έλαση, ακολουθούμενη από θερμική κατεργασία μαρτενσιτικής βαφής-επαναφοράς (π.χ. χάλυβες Tempcore, Thermex)
- Έλαση/ολκή, έπειτα από θερμική κατεργασία βαφής/επαναφοράς (χάλυβες προέντασης) κ.λπ.
Στο παρελθόν, οι τεχνικές παραγωγής βασίστηκαν στην κραμάτωση των χαλύβων και κυρίως στην αύξηση της περιεκτικότητας του άνθρακα, ο οποίος ως φθηνό κραματικό στοιχείο εξασφάλιζε τις αυξημένες αντοχές που προδιαγράφονταν για την κατηγορία Still κατά DIN 488. Αύξηση της περιεκτικότητας σε άνθρακα (και μαγγάνιο) οδηγεί σε αύξηση της αντοχής αλλά παράλληλα σε αναπόφευκτη μείωση της συγκολλησιμότητας.
Η ζήτηση για χρήση Χ.Ο.Σ. υψηλής αντοχής αλλά παράλληλα και συγκολλήσιμων, αντιμετωπίστηκε αρχικά με ειδική κραμάτωση, δηλαδή διατήρηση της περιεκτικότητας σε άνθρακα και μαγγάνιο σε χαμηλά επίπεδα και προσθήκη πολύ μικρών ποσοτήτων ισχυρά καρβδιδιογόνων στοιχείων όπως το βανάδιο, το νιόβιο και το τιτάνιο. Η κραμάτωση με μικρές ποσότητες με τα παραπάνω στοιχεία, είναι παραγωγική μέθοδος που μπορεί να εξασφαλίσει τα απαιτούμενα από τις προδιαγραφές μηχανικά κ.λπ. χαρακτηριστικά των Χ.Ο.Σ. Η υιοθέτησή της ή όχι συναρτάται μεταξύ άλλων από το υψηλό κόστος των κραματικών στοιχείων. Η αύξηση της αντοχής που μπορούσε θεωρητικά να επιτευχθεί με συγκεκριμένη θερμική κατεργασία (κατεργασία μαρτενσιτικής βαφής και επαναφοράς π.χ. Tempcore, Thermex), έγινε τελικώς προσιτή με την τεχνολογική πρόοδο στον τομέα ελέγχου της ταχύτητας ψύξης, και έδωσε τη δυνατότητα να αποκτηθούν μηχανικά χαρακτηριστικά των Χ.Ο.Σ. στα επίπεδα που ορίζονται από τον παρόντα Κανονισμό, χωρίς να απαιτείται αύξηση της περιεκτικότητας των κραματικών στοιχείων (π.χ. άνθρακα, βαναδίου κ.λπ.) και δίχως να υποβαθμίζεται η συγκολλησιμότητά τους.
Αύξηση της αντοχής των Χ.Ο.Σ. μπορεί να επιτευχθεί και με κατεργασία “ψυχρής” διαμόρφωσης. Σε αυτήν την περίπτωση, η αύξηση της αντοχής (λόγω ενδοτράχυνσης) επιτυγχάνεται με πλαστική παραμόρφωση με ολκή, τάνυση (stretching) ή έλαση εν ψυχρώ. Υπάρχουν σοβαροί περιορισμοί στο πεδίο εφαρμογής, λόγω αφ’ ενός της ύπαρξης νευρώσεων και αφ’ ετέρου των μηχανικών χαρακτηριστικών που προκύπτουν (μειωμένη ολκιμότητα κ.λπ.).
Βασιζόμενοι στη γνώση για τη συμπεριφορά των υλικών και στην υπάρχουσα τεχνολογία, οι παραγωγοί των Χ.Ο.Σ. έχουν την ευχέρεια να επιλέξουν, αξιοποιώντας πρόσφορες τεχνικές και μεθόδους, εκείνη τη διαδικασία που θα τους εξασφαλίσει τα ζητούμενα για τα προϊόντα τους χαρακτηριστικά.
Σε όλες πάντως τις περιπτώσεις, η παραγωγή με μία από τις παραπάνω μεθόδους ή και με συνδυασμούς τους, θα πρέπει να εξασφαλίζει τελικά προϊόντα με χαρακτηριστικά όπως αυτά που περιγράφονται ειδικότερα στις αντίστοιχες παραγράφους του παρόντος Κανονισμού.
Βιβλιογραφία που αφορά την Σημείωση της Παραγρ 2 του παρόντος Παραρτήματος
1. D.B.Evans-R.D.Pehlke. Trans. TMS-AIME. 1964, vol. 230, σελ. 1651-1662. και 1965, vol. 233, σελ. 1620-1624.
2. Z.Morita-T.Tanaka-T.Yanai. ‘Equilibria of Nitride Forming Reactions in Liquid Iron Alloys’, Met. Trans. B, vol. 18B, 1987. σελ. 195-202.
3. P.D.Deeley, K.J.A. Kundig, H.R. Spendelow.Jr., ‘Ferroalloys & Alloying Additives Handbook’, ShieldAlloy-Metallurg Alloy Corp., New York, 1981.
4. J.F.Elliott. ‘Physical Chemistry of Liquid Steel’, in Electric Furnace Steelmaking. Ed. C.R. Taylor, ISS-A1ME, 1985. σελ. 315.
5. M.Vergauwens,’Nitrogen in Steel’,Heraeus Electro-Nite, 1996.
6. Reed-Hill. ‘Physical Metallurgy Principles', 2nd Ed., D.Van Nostrand, σελ. 346.
7. E.T.Turkdogan,’Causes and Effects of Nitride and Carbonitride precipitation in HSLA steels in relation to continuous casting’, Steelmaking Conf. Proceedings. ISS, 1987, vol. 70, σελ. 399-416.
8. M.F.Ashby-D.R.H.Jones. ‘Engineering Materials’. 2nd Ed., Butterworth-Heinemann, vol. 1. 1996. σελ. 184.
9. Smithells Metals Reference Book. 6th Ed., Butterworths, 1983. σελ. 12-14 έως 12-16.
10. Guy-Hren, ‘Elements of Physical Metallurgy’, Addison Wesley, 3rd Ed.. 1974. σελ. 454.
11. M.Gunziger-P.Wille, ‘The Production of High Quality Reinforcing Bar Steels at Ferrowohlen AG/Switzerland’, Union Carbide Deutchland GmbH, Dusseldorf, Germany.
12. IISI. “EAF Technology: State of the Art & Future Trends" 2000, σελ.8-9. 44-57
Π2.1 Ιστορικό
α) Όπως είναι γνωστό, η ραδιενέργεια έχει πολλές εφαρμογές (ερευνητικές, διαγνωστικές, θεραπευτικές, τεχνολογικές, στρατιωτικές). Η χρησιμοποίηση τεχνητών ραδιενεργών υλικών καλύπτει πολλούς τομείς της ανθρώπινης δραστηριότητας όπως παραγωγή ηλεκτρικής ενέργειας (πυρηνικοί σταθμοί), διάγνωση και θεραπεία ασθενειών (πυρηνική ιατρική), εφαρμογές στην έρευνα και βιομηχανία (μέθοδοι ανάλυσης και χαρακτηρισμού υλικών, υψηλής ακρίβειας συστήματα μέτρησης) έως και πρακτικές εφαρμογές της καθημερινής ζωής (ανιχνευτές καπνού).
Οι δυνητικοί κίνδυνοι από την προβλεπόμενη χρήση των πηγών είναι συνήθως επαρκώς γνωστοί.
Στην Ευρωπαϊκή Ένωση, η χρήση ραδιενεργών πηγών υπόκειται στις απαιτήσεις της νομοθεσίας για την προστασία από ιοντίζουσες ακτινοβολίες που προβλέπεται στο Κεφάλαιο III για την υγεία και ασφάλεια της Συνθήκης EURATOM.
Οι κίνδυνοι από τις πηγές ραδιενέργειας ποικίλουν, ανάλογα με τη δραστικότητα, τα περιεχόμενα ραδιονουκλεΐδια, την κατασκευή κ.λπ.
Μια “κλειστή” πηγή ραδιενέργειας είναι μια «πηγή με κατασκευή τέτοια ώστε να εμποδίζεται υπό κανονικές συνθήκες χρήσης, οποιαδήποτε διαρροή ραδιενεργών ουσιών στο περιβάλλον».
Οι κλειστές πηγές ραδιενέργειας χρησιμοποιούνται ευρέως στη βιομηχανία, την ιατρική και την έρευνα. Μέχρι την δεκαετία του ’50, μόνο ραδιονουκλεΐδια φυσικής προέλευσης, ιδιαίτερα το ράδιο χρησιμοποιούνταν για την παραγωγή κλειστών πηγών. Από τότε, έχουν γίνει ευρέως διαθέσιμα ραδιονουκλεΐδια παραγόμενα τεχνητώς σε πυρηνικά εργοστάσια και σταθμούς παραγωγής ηλεκτρικής ενέργειας. Ανάλογα με τον τύπο ακτινοβολίας, διακρίνονται οι εξής τέσσερις κύριες κατηγορίες κλειστών πηγών:
- Πηγές γάμμα: χρησιμοποιούνται κυρίως στη βιομηχανία, την εξωτερική ακτινοθεραπεία, τη βραχυθεραπεία και την αποστείρωση.
- Πηγές βήτα: χρησιμοποιούνται κυρίως στη βιομηχανία, π.χ. στα παχύμετρα, στην κλινική ακτινοθεραπεία καθώς και στην εκπαίδευση και κατάρτιση.
- Πηγές άλφα: χρησιμοποιούνται κυρίως στους ανιχνευτές καπνού, στις πηγές θερμότητας, στα αναλυτικά εργαστήρια καθώς και στην εκπαίδευση και κατάρτιση.
- Πηγές νετρονίων: χρησιμοποιούνται κυρίως στα αναλυτικά εργαστήρια, στη βιομηχανία, στις τεχνικές βαθμονόμησης καθώς και στην εκπαίδευση και κατάρτιση.
β) Τα κυριότερα φυσικώς ραδιενεργά στοιχεία είναι τα ουράνιο (U), ράδιο (Ra), θόριο (Th) και κάλιο (Κ), ενώ στα βασικότερα τεχνητώς ραδιενεργά στοιχεία συγκαταλέγονται τα καίσιο (Cs), κοβάλτιο (Co), αμερίκιο (Am), ιρίδιο (ΙΓ) και στρόντιο (Sr).
Παρά τα λαμβανόμενα μέτρα από τους εθνικούς φορείς ελέγχου των ραδιενεργών πηγών, έχει διαπιστωθεί η αδυναμία πλήρους ελέγχου της αγοράς, διακίνησης, χρήσης και απόρριψής τους. Η κατάσταση επιδεινώθηκε τα τελευταία χρόνια λόγω των κοινωνικοπολιτικών αλλαγών στις χώρες της ανατολικής Ευρώπης, ενώ η πρόσφατη διεθνής εμπειρία απέδειξε ότι δεν είναι ενθαρρυντική ούτε στις θεωρούμενες χώρες υψηλού επιπέδου ελέγχου (Η.Π.Α., Βρετανία, Γαλλία, Γερμανία κ.λπ.). Υπολογίζεται ότι περισσότερες από 2.000.000 ραδιενεργές πηγές χρησιμοποιούνται σήμερα νόμιμα σε όλο τον κόσμο. Σύμφωνα με μετριοπαθείς εκτιμήσεις, τουλάχιστον 40-50 πηγές χάνονται κάθε χρόνο.
Οι “έκθετες” πηγές (“orphan” radioactive sources) υπάρχει πιθανότητα να ανακτηθούν από άτομα, είτε εργαζόμενους είτε κοινό, που δεν έχουν επίγνωση των πιθανών κινδύνων. Έχουν σημειωθεί σοβαροί τραυματισμοί από ακτινοβολία και, σε ορισμένες περιπτώσεις, θάνατοι. Οι κλειστές πηγές ενέχουν ιδιαίτερους δυνητικούς κινδύνους λόγω του μικρού τους μεγέθους καθώς συχνά έχουν το μέγεθος ενός στυλογράφου ή είναι ακόμη μικρότερες, λόγω της χρήσης τους σε κινητά εξαρτήματα κ.λπ.
Επειδή οι ραδιενεργές ουσίες περιέχονται σε μεταλλική κάψουλα, αυξάνεται η πιθανότητα να συλλεχθούν από το κοινό ή από χειριστές παλαιοσιδήρου.
Η ανεύρεση πηγών ραδιενέργειας σε χώρους απόρριψης παλαιοσιδήρων και σε εγκαταστάσεις παραγωγής μετάλλων, είναι συνήθη συμβάντα σε όλα τα μέρη του κόσμου.
Το ζήτημα της ραδιενεργού μόλυνσης του παλαιοσιδήρου και των άλλων μεταλλικών προϊόντων αντιμετωπίζεται προς το παρόν από ομάδα ειδικών την οποία έχει συγκαλέσει η Οικονομική Επιτροπή για την Ευρώπη των Ηνωμένων Εθνών (UNECE - United Nations Economic Commission for Europe) και στην οποία συμμετέχουν εμπειρογνώμονες από την Ευρωπαϊκή Επιτροπή και από τον Διεθνή Οργανισμό Ατομικής Ενέργειας μαζί με εμπειρογνώμονες από βιομηχανικές ενώσεις και από τα κράτη μέλη της UNECE.
Π2.2 Η ραδιενέργεια στη βιομηχανία χάλυβα
Η ανεξέλεγκτη απόρριψη ραδιενεργών πηγών ή/και αποβλήτων δημιούργησε κατά τα τελευταία χρόνια πρόβλημα στις βιομηχανίες χάλυβα και ιδιαίτερα στις χαλυβουργίες ανακύκλωσης παλαιοσιδήρου (όπως χαλυβουργίες που χρησι¬μοποιούν ηλεκτρικούς κλιβάνους τήξης). Το πρόβλημα εντοπίζεται στην πιθανότητα, έστω και πάρα πολύ μικρή, ύπαρξης ραδιενεργών υλικών στον παλαιοσίδηρο, με ενδεχόμενα επακόλουθα την έκθεση των εργαζομένων στη βιομηχανία σε κίνδυνο, καθώς και την παρουσία ραδιενέργειας στα προϊόντα ή/και στα παραπροϊόντα.
Τα πρώτα περιστατικά ανίχνευσης ραδιενέργειας σε παλαιοσίδηρο εμφανίστηκαν στο τέλος της δεκαετίας του ’80 σε χαλυβουργίες των Ηνωμένων Πολιτειών και της Σουηδίας, και αφορούσαν ραδιενεργά απόβλητα από την πρώην Σοβιετική Ενωση. Όπως ήταν φυσικό τα μέτρα πρόληψης στράφηκαν προς τον έλεγχο των αποβλήτων πυρηνικών εργοστασίων, ιδιαίτερα για τον παλαιοσίδηρο προέλευσης ανατολικής Ευρώπης. Σύντομα όμως έγινε κατανοητό, με τη χρήση και των σύγχρονων μέσων ανίχνευσης, ότι εν δυνάμει πηγή κινδύνου, ίσως και μεγαλύτερης σπουδαιότητας, αποτελεί ο παλαιοσίδηρος οποιοσδήποτε προέλευσης, λόγω της ανεξέλεγκτης απόρριψης ραδιενεργών πηγών.
Τα συχνότερα εμφανιζόμενα στον παλαιοσίδηρο ραδιενεργά ισότοπα είναι τα Co-60, Cs-137, Ra-226, Th-232, U-238, Am-241 και Ir-192. Προέρχονται κυρίως από πηγές που χρησιμοποιούνται στην Ιατρική (όργανα διάγνωσης, θεραπείας, ραδιογραφικές κάμερες κ.α.) και στη βιομηχανία (όργανα μέτρησης διαστάσεων), καθώς και από προστατευτικά περιβλή¬ματα των παραπάνω πηγών. Εκτός από τα παραπάνω τεχνητώς ραδιενεργά υλικά, εμφανίζονται και τα φυσικώς ραδιενεργά υλικά - NORM (Naturally Occurring Radioactive Materials), τα οποία αποτελούν, συνήθως, συγκεντρώσεις ραδιενεργού υλικού πάνω σε μεταλλικές επιφάνειες, όπως π.χ. σε αγωγούς πετρελαίου, αντλίες υγρών και εναλλάκτες θερμότητας.
Από το 1983 έως το 2000, υπήρξαν σε όλον τον κόσμο, περισσότερες από 60 καταγεγραμμένες περιπτώσεις επιβάρυνσης εγκαταστάσεων παραγωγής χάλυβα με ραδιενέργεια. Τα συνολικά έξοδα καθαρισμού των εγκαταστάσεων, απώλειας παραγωγικού χρόνου και διάθεσης των ραδιενεργών αποβλήτων που προέκυψαν για τη βιομηχανία χάλυβα, υπολογίζονται σε περισσότερα από 25 εκατομμύρια δολάρια.
Π2.3 Μέτρα ελέγχου
Τα τελευταία χρόνια έχουν αναπτυχθεί ιδιαιτέρως ευαίσθητα και αποτελεσματικά όργανα ανίχνευσης, εντοπισμού και μέτρησης της ραδιενέργειας στον παλαιοσίδηρο και στον χάλυβα. Με τη χρησιμοποίησή τους η βιομηχανία χάλυβα αποβλέπει σε πρώτη φάση στην ανίχνευση ραδιενεργών υλικών στον παλαιοσίδηρο και στην απομόνωσή τους πριν εισέλθουν στην παραγωγική διαδικασία, και σε περίπτωση που αυτό δεν είναι δυνατό (περίπτωση πηγής με ισχυρή προστατευτική επένδυση) στον εντοπισμό και απομόνωσή τους κατά τη διάρκεια της παραγωγής.
Με τη χρήση των παραπάνω οργάνων η βιομηχανία χάλυβα αποσκοπεί:
- Στην προστασία του προσωπικού
- Στην αποφυγή επιβάρυνσης με ραδιενέργεια των παραγόμενων χαλύβων
- Στην προστασία του περιβάλλοντος (αποφυγή επιβάρυνσης με ραδιενέργεια των παραπροϊόντων).
Τα μέτρα πρόληψης και ελέγχου που λαμβάνονται στις χώρες της Δυτικής Ευρώπης (και στην Ελλάδα) και τις Ηνωμένες Πολιτείες περιλαμβάνουν σε πρώτη φάση τον έλεγχο του παλαιοσιδήρου (πιστοποιητικά απαλλαγής από ραδιενέργεια για τον εισαγόμενο, έλεγχός του στην είσοδο του εργοστασίου κυρίως με υπερευαίσθητους σταθερούς ανιχνευτές) και σε δεύτερη φάση τον έλεγχο κατά τη διάρκεια παραγωγής του χάλυβα (έλεγχος και προσδιορισμός ραδιενεργού ενεργότητας ανά παρτίδα με εργαστηριακό μετρητή ραδιενέργειας).
Από τα παραπάνω μέτρα ελέγχου, ιδιαιτέρως σημαντική αποδεικνύεται στην πράξη η χρήση των σταθερών ανιχνευτών για την ανίχνευση ραδιενέργειας στον παλαιοσίδηρο, κατά την είσοδό του στο εργοστάσιο. Η αύξηση του εντοπισμού ραδιενεργών υλικών στον παλαιοσίδηρο είναι θεαματική και συνδέεται άμεσα με τη χρησιμοποίηση, από το 1988, των σταθερών ανιχνευτών. Με τη σωστή λειτουργία των συστημάτων ανίχνευσης και ελέγχου, εξασφαλίζεται ότι ο παραγόμενος χάλυβας θα είναι απαλλαγμένος από ανεπιθύμητες συγκεντρώσεις ραδιενεργών στοιχείων.
Π3.1 Γενικά
Σε περιπτώσεις κατά τις οποίες το περιβάλλον ενός έργου από οπλισμένο σκυρόδεμα είναι εντόνως διαβρωτικό, μπορεί να εξετασθεί η λήψη ειδικών προστατευτικών μέτρων. Ειδικά για τις ράβδους οπλισμού σκυροδέματος, οι μέθοδοι προστασίας αποσκοπούν, κατά κανόνα, στην αποτροπή δημιουργίας ηλεκτροχημικού δυναμικού διάβρωσης στην επιφάνεια του μετάλλου. Η προστασία αυτή μπορεί:
- Είτε να είναι εξωτερικώς εφαρμοζόμενη (π.χ. επικάλυψη με ρητίνες, καθοδική προστασία με εξωτερικώς επιβαλλόμενη τάση κ.λπ.)
- Είτε να προσφέρεται από τα ίδια τα χαρακτηριστικά του χρησιμοποιούμενου υλικού (π.χ. ανοξείδωτοι χάλυβες).
Η προστασία που προσδίδεται από τα εξωτερικώς εφαρμοζόμενα προστατευτικά μέτρα παύει να υφίσταται (είτε περιορίζεται σημαντικά), εάν διακοπεί για οποιονδήποτε λόγο ο τρόπος εφαρμογής της (π.χ. απομάκρυνση ή αποκόλληση της επικάλυψης, διαφοροποίηση της επιβαλλόμενης τάσης καθοδικής προστασίας κ.λπ.). Αντιθέτως, με τη χρήση ανοξείδωτων χαλύβων, χωρίς ειδικές προϋποθέσεις συνεχούς συντήρησης και παρακολούθησης των κατασκευών, καλύπτονται οι απαιτήσεις προστασίας των οπλισμών από τη διάβρωση ακόμα και σε περιβάλλοντα που χαρακτηρίζονται εξόχως διαβρωτικά (π.χ. παραθαλάσσιες περιοχές, λιμενικά έργα, κατασκευές σε χημικές βιομηχανίες και βιομηχανίες τροφίμων κ.λπ.).
Η ανθεκτικότητα σε διάβρωση των ανοξείδωτων χαλύβων επιτυγχάνεται με την παθητικοποίηση της επιφάνειάς τους λόγω του σχηματιζόμενου λεπτού επιφανειακού στρώματος οξειδίου του χρωμίου το οποίο εμποδίζει την περαιτέρω διάβρωση (προσθήκη χρωμίου σε ποσοστά συνήθως από 16% έως 20%). Εκτός από την προσθήκη χρωμίου, και η προσθήκη νικελίου (σε ποσοστά συνήθως από 8% έως 10%) έχει ως συνέπεια τον σχηματισμό ωστενιτικών ανοξείδωτων χαλύβων. Για την περαιτέρω αύξηση της ανθεκτικότητας, ιδίως παρουσία χλωριόντων, προστίθεται μολυβδένιο (Μο) σε ποσοστά συνήθως από 2% έως 3,5%.
Τέλος, η ανθεκτικότητα σε διάβρωση αυξάνεται όσο μειώνεται το πλήθος των φάσεων στη μάζα του υλικού. Ειδικότερα, στους μονοφασικούς χάλυβες (όπως είναι οι ωστενιτικοί) εξασφαλίζεται η μή δημιουργία ημιστοιχείων δυναμικού διάβρωσης (γεγονός το οποίο συμβαίνει στην περίπτωση περισσοτέρων της μιας φάσεων) και έτσι αποτρέπεται η έναρξη της διάβρωσης.
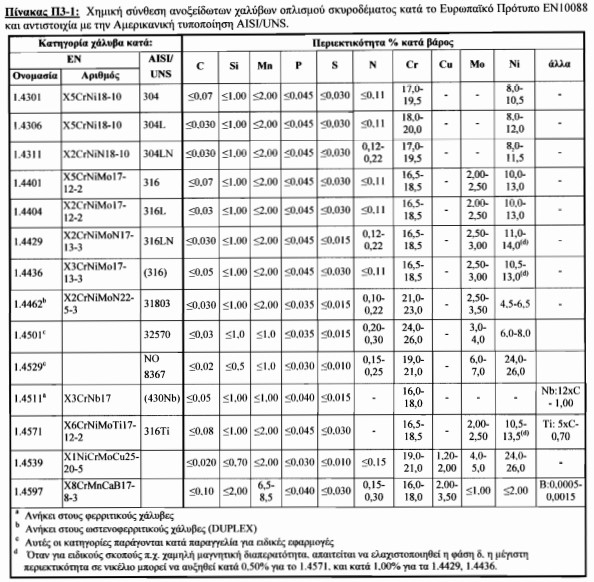
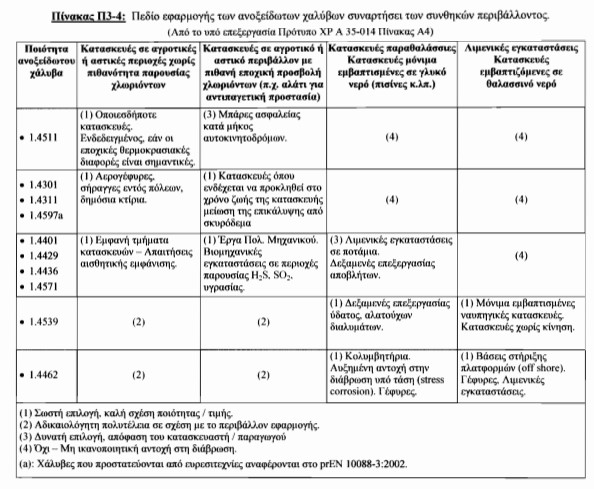
Γενικώς, οι ανοξείδωτοι χάλυβες διακρίνονται σε ωστενιτικούς, φερριτικούς, μαρτενσιτικούς και duplex (συνδυασμός ωστενιτικών και φερριτικών). Οι πλέον διαδεδομένες κατηγορίες ανοξείδωτων χαλύβων που χρησιμοποιούνται ως χάλυβες οπλισμού σκυροδέματος είναι οι χρωμονικελιούχοι ωστενιτικοί και ειδικότερα οι κατηγορίες AISI 304 (304L) και AISI 316 (316L) κατά την Αμερικανική τυποποίηση, οι οποίες αντιστοιχούν στις κατηγορίες ΕΝ 1.4301 (1.4306) και ΕΝ 1.4401 (1.4404) κατά την Ευρωπαϊκή τυποποίηση. Στον Πιν. Π3-4 δίνονται οι χημικές συνθέσεις διαφόρων τύπων χαλύβων σύμφωνα με το Ευρωπαϊκό Πρότυπο ΕΝ 10088 και την Αμερικανική τυποποίηση AISI/UNS.
Στον Πιν. Π3-4 δίνονται κριτήρια επιλογής ανοξείδωτων χαλύβων συναρτήσει των συνθηκών περιβάλλοντος και της χρήσης της κατασκευής. Οι εφαρμογές που περιγράφονται στον πίνακα αυτόν, όπως διευκρινίζεται στο υπό επεξεργασία Ευρωπαϊκό Πρότυπο [ΧΡΑ Α35-ΟΚ(Ε)] απ’ όπου έχει ληφθεί, δεν περιορίζονται αυστηρά στους οπλισμούς που ενσωματώνονται στο σκυρόδεμα αλλά και σε άλλες συναφείς χρήσεις.
Η επιλογή της κατάλληλης σύνθεσης υπαγορεύεται από τις απαιτήσεις και τα ειδικά χαρακτηριστικά της κατασκευής, λαμβάνοντας υπόψη το κόστος (το οποίο αυξάνεται όσο αυξάνονται οι αναλογίες των κραματικών στοιχείων), αλλά και της δυνατότητας παραγωγής στις απαιτούμενες διαστάσεις και διατομές.
 Σημειώσεις:
Σημειώσεις:
1. Γενικώς οι ωστενιτικοί ανοξείδωτοι χάλυβες είναι συγκολλήσιμοι. Στις εφαρμογές όπου προβλέπεται να γίνουν ποιοτικές συγκολλήσεις υπάρχει πρόσθετη απαίτηση για χαμηλή περιεκτικότητα σε άνθρακα ώστε να επιτυγχάνονται οι οριζόμενες προδιαγραφές. Έτσι, διακρίνονται αντίστοιχες παραγόμενες κατηγορίες που αναγνωρίζονται με την προσθήκη του γράμματος L στον κωδικό αριθμό της ποιότητας σύμφωνα με την τυποποίηση AISI (π.χ. 304L, 316L). Το ανώτερο ποσοστό περιεκτικότητας σε άνθρακα αυτών των ποιοτήτων χαλύβων είναι 0,03%. (Η διατήρηση της περιεκτικότητας άνθρακα σε όσο το δυνατόν χαμηλότερα επίπεδα διασφαλίζει ευκολότερα τον μονοφασικό χαρακτήρα του κράματος). Τα υπόλοιπα κραματικά στοιχεία στους χάλυβες με την επισήμανση L παραμένουν πρακτικώς εντός των ιδίων ορίων περιεκτικοτήτων (όπως για τις αντίστοιχες ποιότητες που δεν φέρουν την επισήμανση L). Εναλλακτικώς, για την βελτίωση της συγκολλησιμότητας των ανοξείδωτων χαλύβων, γίνεται δέσμευση του άνθρακα με την προσθήκη στοιχείων που έχουν μεγαλύτερη τάση σχηματισμού καρβιδίων από το χρώμιο. Ως τέτοια στοιχεία χρησιμοποιούνται συνήθως το τιτάνιο (Τί) και το νιόβιο (Nb). Τα στοιχεία αυτά προστιθέμενα, σε ποσοστό πενταπλάσιο της περιεκτικότητας σε άνθρακα για το Τί και δεκαπλάσιο - δωδεκαπλάσιο για το Nb. εξασφαλίζουν σταθεροποίηση των χαρακτηριστικών του ανοξείδωτου χάλυβα και διατήρηση της αντοχής στη διάβρωση ακόμη και σε υψηλές θερμοκρασίες όπως είναι οι περιοχές της συγκόλλησης.
2. Ως ανοξείδωτοι χάλυβες χαρακτηρίζονται και άλλες συνθέσεις χαλύβων που έχουν σχετικά αυξημένη ανθεκτικότητα σε διάβρωση αλλά δεν χρησιμοποιούνται γενικώς ως χάλυβες οπλισμού σκυροδέματος. Τέτοιοι χάλυβες είναι π.χ. οι:
- Φερριτικοί ανοξείδωτοι χάλυβες (ποιότητα ΕΝ 1.4511/AISI 430): Πρόκειται για κράματα σιδήρου με κύριο κραματικό στοιχείο το χρώμιο 11,5-27% και περιεκτικότητες σε άνθρακα 0,10-1,5% που είναι δυνατόν να αποκτήσουν αντοχές της τάξης των 650MPa με ψυχρή διαμόρφωση. Υστερούν σε δυσθραυστότητα και έχουν μικρότερη ανθεκτικότητα σε διάβρωση, σε σχέση με τους χρωμονικελιούχους ωστενιτικούς, ιδίως σε περιβάλλον χλωριόντων (παραθαλάσσιες περιοχές κ.λπ.). Εμφανίζουν σημαντική ευθραυστότητα μετά από έκθεση σε ακραίες (υψηλές) θερμοκρασίες και είναι πάντοτε μαγνητίσιμοι.
- Μαρτενσιτικοί ανοξείδωτοι χάλυβες (ποιότητες κατά ΕΝ10088: π.χ. 1.4006. 1.4021, 1.4057 κ.ά. ή κατά την Αμερικανική τυποποίηση AISI 410. AISI 420. AIS1 431). Οι χάλυβες αυτοί έχουν εκτός των περιεκτικοτήτων σε χρώμιο και νικέλιο και περιεκτικότητα σε άνθρακα 0,15-1,0%. και με κατάλληλη θερμική κατεργασία μπορούν να σκληρυνθούν (μαρτενσιτική βαφή). Η ιδιότητά τους να αποκτούν μεγάλη σκληρότητα με μαρτενσιτική βαφή περιγράφει και την περιοχή εφαρμογών τους (όπου π.χ. η αυξημένη αντοχή στη διάβρωση «θυσιάζεται» με την αύξηση της περιεκτικότητας σε άνθρακα, προκειμένου να είναι εφικτή η επίτευξη μεγάλης σκληρότητας). Η αντοχή σε εφελκυσμό και η σκληρότητα των χαλύβων αυτών είναι κατά κανόνα μεγαλύτερη των ωστενιτικών και φερριτικών, δεν ισχύει όμως το ίδιο για την ολκιμότητα και τη δυσθραυστότητα (πολύ χαμηλότερες τιμές). Πολύ χαμηλότερη αντοχή στη διάβρωση σε σχέση με τους ωστενιτικούς χάλυβες παρουσιάζουν σε περιβάλλον χλωριόντων (παραθαλάσσιες περιοχές κ.λπ.). Δεν χρησιμοποιούνται σε καμία περίπτωση ως Χ.Ο.Σ.
- Κατηγορία ειδικών κραμάτων (χάλυβες DUPLEX, Inco Alloys, νέοι τύποι φερριτικών, μαρτενσιτικών. ωστενιτικών χαλύβων κ.λπ.). Αποτελούν κατηγορίες κραμάτων των οποίων η εφαρμογή εξετάζεται μόνο σε εξειδικευμένες περιπτώσεις απαιτήσεων για τις κατασκευές. Πρόκειται για υλικά στα οποία με έλεγχο των επί μέρους περιεκτικοτήτων των προσθηκών και των κατεργασιών κατά την παραγωγή, τροποποιούνται οι ιδιότητες ώστε να εξυπηρετούνται οι ειδικές απαιτήσεις εφαρμογών. Οι χάλυβες DUPLEX (φερριτικοί - ωστενιτικοί), π.χ. Αμερικανικοί AISI 329 και οι Ευρωπαϊκοί 1.4462 έχουν αυξημένη περιεκτικότητα σε χρώμιο (> 20%) και παρουσιάζουν χαρακτηριστική ψαθυροποίηση στους 475°C. Έτσι, δεν συνιστώνται σε ακραίες θερμοκρασίες (υψηλές ή χαμηλές), έχουν όμως καλή συμπεριφορά έναντι διάβρωσης υπό τάση (stress corrosion cracking). Αναφέρονται ως Χ.Ο.Σ. μόνο σε εξειδικευμένες περιπτώσεις.
3. Σε περιπτώσεις κατασκευών όπου αναπτύσσονται πολύ μεγάλες θερμοκρασίες (π.χ. κλίβανοι με θερμοκρασίες >800°C) έχουν εφαρμογή ανοξείδωτοι χάλυβες και κράματα με πολύ μεγαλύτερες περιεκτικότητες σε Cr και Νί (π.χ. πυρίμαχοι χάλυβες) των κατηγορούν ΕΝ 1.4841 και AISI 310.
Π3.2 Χαρακτηριστικά ανοξείδωτων χαλύβων οπλισμού σκυροδέματος
Π3.2.1 Γεωμετρικά χαρακτηριστικά
α) Ονομαστικά μεγέθη
Οι απαιτήσεις για τις ονομαστικές διαμέτρους, τις ονομαστικές διατομές, την ονομαστική μάζα και τις ανοχές της, θα πρέπει να εξετάζονται σύμφωνα με τα αντίστοιχα προδιαγραφόμενα μεγέθη για τους κοινούς χάλυβες οπλισμού σκυροδέματος (βλ. Πιν. 3-1 της Παραγρ. 3.1.1 του παρόντος Κανονισμού).
β) Γεωμετρία νευρώσεων
Οι απαιτήσεις για την γεωμετρία των νευρώσεων είναι ίδιες με εκείνες των κοινών χαλύβων οπλισμού σκυροδέματος (βλ. Παραγρ. 3.1.2 του παρόντος Κανονισμού). Οι ανοξείδωτοι χάλυβες διατίθενται και χωρίς νευρώσεις (λείοι).
Π3.2.2 Μηχανικά χαρακτηριστικά
α) Ιδιότητες σε εφελκυσμό
Οι ανοξείδωτοι χάλυβες οπλισμού σκυροδέματος, χωρίς ψυχρή κατεργασία, έχουν χαμηλό όριο διαρροής, (ενδεικτικά γύρω στα 230MPa), αλλά σχετικά μεγάλη εφελκυστική αντοχή. Η αύξηση του ορίου διαρροής επιτυγχάνεται με ψυχρή κατεργασία. Αναλόγως του βαθμού ψυχρής κατεργασίας, το όριο διαρροής μπορεί να φθάσει και μέχρι τα 800MPa. Οι συνήθεις κατηγορίες αντοχών που κυκλοφορούν στο εμπόριο είναι 1ηΕ235, ΙπΕ500, ΙπΕ650, ΙπΕ800 όπου ο αριθμός υποδηλώνει την χαρακτηριστική τιμή του ορίου διαρροής (βλ. Πίν. Π3-2).
Σύμφωνα με υπό επεξεργασία ευρωπαϊκό Πρότυπο [ΧΡ Α 35-014(E)], οι ανοξείδωτοι χάλυβες κατατάσσονται, ως προς τα μηχανικά χαρακτηριστικά τους, σε τέσσερις κατηγορίες, ανεξαρτήτως της χημικής τους σύνθεσης. Οι ιδιότητες σε εφελκυσμό των χαλύβων αυτών δίνονται στον Πιν. Π3-2.
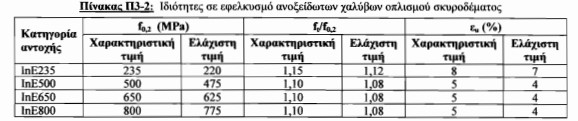
Οι μηχανικές ιδιότητες των χαλύβων των παραπάνω κατηγοριών είναι παραπλήσιες εκείνων των κοινών χαλύβων οπλισμού σκυροδέματος της κατηγορίας Β500Α, αλλά όχι της κατηγορίας B500C (βλ. Παραγρ.3.2.1 του παρόντος Κανονισμού). Οι αυξημένες αντοχές που παρουσιάζουν αποκτώνται με ψυχρή κατεργασία, και κατά κανόνα δεν ικανοποιούν τις απαιτήσεις για τους κοινούς Χ.Ο.Σ. όσον αφορά τον λόγο ft/fy και την ανηγμένη παραμόρφωση ε„ (ειδικότερα για τους κοινούς χάλυβες κατηγορίας B500C ισχύει 1,15< ft/fy <1,35 και ε„>7,5%). Υπάρχει πάντως η τεχνική δυνατότητα για βιομηχανική παραγωγή χρωμονικελιούχων ανοξείδωτων χαλύβων με τα μηχανικά χαρακτηριστικά της κατηγορίας B500C.
Γενικώς, τα μέτρα ελαστικότητας (Ε και G) παρουσιάζουν μειωμένες τιμές (έως και κατά 20%), ενώ ο συντελεστής Poisson (ν) και ο συντελεστής θερμικής διαστολής (ατ) έχουν περίπου τις ίδιες τιμές με εκείνες των κοινών ανθρακούχων χαλύβων.
β) Καταλληλότητα σε κόπωση
Ισχύουν όσα προδιαγράφονται στα Πρότυπα ΕΛΟΤ ΕΝ 10080, ΕΛΟΤ 1421-3 και τον παρόντα Κανονισμό.
γ) Καταλληλότητα σε αναδίπλωση
Ισχύουν τα της δοκιμής αναδίπλωσης σύμφωνα με το Πρότυπο ΕΛΟΤ ΕΝ 10080 και σύμφωνα με τον παρόντα Κανονισμό.
δ) Πρόσθετες δοκιμές για ανοξείδωτους χάλυβες
Στα διάφορα Διεθνή Πρότυπα προδιαγράφονται επιπροσθέτως για τους ανοξείδωτους χάλυβες:
- Φυσικές ιδιότητες (σύμφωνα με το ΕΝ 10088-1/2002).
- Αντίσταση στην περικρυσταλλική διάβρωση (σύμφωνα με το BSEN ISO 3651-2, ένα δείγμα ανά χύτευση).
- Δοκιμή δυσθραυστότητας κατά Charpy (δοκιμή κατά BS ΕΝ 10045-1, σε δοκίμια με εγκοπή V).
Αποδεκτές τιμές των μηχανικών αυτών ιδιοτήτων περιγράφονται στο ΕΝ 10088 (για διαμέτρους άνω των 16mm).
Π.3.2.3 Λοιπά χαρακτηριστικά
α) Συμπεριφορά σε ακραίες (υψηλές και χαμηλές) θερμοκρασίες
Οι χρωμονικελιούχοι ωστενιτικοί ανοξείδωτοι χάλυβες εμφανίζουν:
- Εξαιρετική συμπεριφορά σε υπομηδενικές θερμοκρασίες (φαινόμενα μετάπτωσης κ.λπ. εμφανίζονται σε θερμοκρασίες μικρότερες των -100°C). Οι χάλυβες αυτοί μπορούν να χρησιμοποιούνται και σε κρυογενικές εφαρμογές.
- Υψηλή αντοχή στη διάβρωση ακόμη και σε θερμοκρασίες που για τους κοινούς χάλυβες θεωρούνται ιδιαίτερα δυσμενείς (>650°C).
- Μεγαλύτερη θερμοκρασία ανακρυστάλλωσης (σε χάλυβες με ψυχρή κατεργασία) και μικρότερο ποσοστό μείωσης της εν θερμώ αντοχής για θερμοκρασίες μέχρι 550°C (σε σύγκριση με τους κοινούς Χ.Ο.Σ.). Ενδεικτικά αναφέρεται ότι, ενώ η μείωση της εν θερμώ αντοχής των κοινών Χ.Ο.Σ. σε θερμοκρασία 550° μπορεί να φθάσει το 50% της αντίστοιχης αντοχής στην θερμοκρασία περιβάλλοντος, για τους ανοξείδωτους η μείωση της εν θερμώ αντοχής μπορεί μεν να φθάσει το 30-40% της αρχικής, δεν παύει όμως να είναι σχεδόν διπλάσια της εν θερμώ αντοχής των κοινών χαλύβων. Οι θερμοκρασίες ανακρυστάλλωσης είναι σημαντικά μεγαλύτερες (≃850°C), με αποτέλεσμα η αντοχή που αποκτάται με την ψυχρή κατεργασία να διατηρείται σε πολύ μεγαλύτερες θερμοκρασίες απ’ ό,τι στους αντίστοιχους κοινούς Χ.Ο.Σ. που οι θερμοκρασίες ανακρυστάλλωσής τους είναι ≃650°C.
β) Συγκολλησιμότητα
Οι ανοξείδωτοι χάλυβες μπορούν μεν να συγκολληθούν με τις ίδιες τεχνικές και με τον ίδιο σχεδίασμά της συγκόλλησης όπως και οι ανθρακούχοι, παρά ταύτα, με την θέρμανση στην περιοχή της συγκόλλησης, αναιρείται (μερικώς ή ολικώς) η αυξημένη αντοχή που αποκτάται με την ψυχρή κατεργασία, με αποτέλεσμα οι παραγόμενες συγκολλήσεις να έχουν την αντοχή που είχε το υλικό πριν από την ψυχρή κατεργασία (δηλαδή πρακτικά InΕ235).
Οι ανοξείδωτοι χάλυβες που είναι εύκολα συγκολλήσιμοι είναι οι ωστενιτικοί και οι duplex. Οι φερριτικοί έχουν μειωμένη συγκολλησιμότητα και θα μπορούσαν να χρησιμοποιηθούν για τον οπλισμό σκυροδέματος εφόσον δεν υπάρχει απαίτηση για ιδιαίτερα υψηλή ανθεκτικότητα σε διάβρωση και με την προϋπόθεση ότι δεν πρόκειται να συγκολληθούν. Οι μαρτενσιτικοί συγκολλώνται δύσκολα και σε κάθε περίπτωση δεν παρουσιάζουν ενδιαφέρον ως χάλυβες οπλισμού σκυροδέματος. Τέλος οι duplex, αν και είναι συγκολλήσιμοι, είναι πολύ ακριβοί, δεν αντέχουν σε πυρκαγιά και έτσι δεν φαίνεται να έχουν ενδιαφέρον για χρήση ως οπλισμός σκυροδέματος.
Οι συνήθεις ωστενιτικοί ανοξείδωτοι χάλυβες (βλ. Πιν. Π3-1) συγκολλώνται τις περισσότερες φορές με ηλεκτρόδια της ίδιας χημικής σύνθεσης (βλ. Πιν. Π3-3).
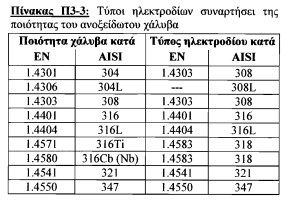
Από τους παραπάνω χάλυβες οι 304, 308, 316 εμφανίζουν κατά τη συγκόλληση το πρόβλημα της θερμικής ευαισθητοποίησης (thermal sensitization), δηλαδή της μείωσης της ανθεκτικότητάς τους σε διάβρωση, στην περιοχή της συγκόλλησης. Αυτός ο τύπος της διάβρωσης είναι γνωστός ως περικρυσταλλική διάβρωση, και αποσαθρώνει το μέταλλο στην περιοχή της θερμικά επηρεασμένης ζώνης (γύρω από τη συγκόλληση). Το πρόβλημα δεν το παρουσιάζουν οι 304L και 316L λόγω της πολύ χαμηλής περιεκτικότητας σε άνθρακα. Εναλλακτική λύση αποτελούν οι 316Ti, 316Cb ή Nb, 321 & 347 λόγω της σταθεροποίησής τους με ισχυρά καρβιδιογόνα στοιχεία Ti, Nb, Ta (δέσμευση του άνθρακα από τα καρβιδιογόνα στοιχεία των προσθηκών).
Κατά τις συγκολλήσεις ανοξείδωτων χαλύβων εφαρμόζονται η χειρωνακτική συγκόλληση τόξου με επενδεδυμένα ηλεκτρόδια και, περισσότερο, η ημιαυτόματη MAG, λόγω της υψηλής ποιότητας και επαναληψιμότητας (με την προϋπόθεση ότι η εκτέλεσή της γίνεται απουσία ρευμάτων αέρα). Στην περίπτωση της MAG θα πρέπει να χρησιμοποιηθεί ως προστατευτικό αέριο αργόν με λίγο οξυγόνο, περί το 2% (μίγμα ΑΓ-Ο2 που περιέχει έως και 5% Ο2). Το οξυγόνο είναι απαραίτητο για να βελτιώσει τη διείσδυση, να σταθεροποιήσει το τόξο και να βελτιώσει τη ρευστότητα.
Ένα πρόβλημα στη συγκόλληση ανοξείδωτων χαλύβων είναι η θερμή ρηγμάτωση (hot shortness, hot cracking) που οφείλεται στη μικρή αντοχή του ημιστερεοποιημένου μετάλλου στη ραφή. Η θερμή ρηγμάτωση εκδηλώνεται ως μία εξωτερική (συνήθως ορατή) ρωγμή κατά μήκος του κορδονιού συγκόλλησης. Αντιμετωπίζεται με χρήση ηλεκτροδίου που δίνει μικρή ποσότητα φερρίτη μαζί με τον ωστενίτη. Αυτό πάντως, μειώνει σε κάποιο (μικρό) βαθμό την αντοχή σε διάβρωση της συγκόλλησης.
γ) Ειδικά χαρακτηριστικά
Η επαφή ωστενιτικών ανοξείδωτων χαλύβων με άλλους χάλυβες (και γενικά με προϊόντα σιδήρου) είναι δυνατόν να προκαλέσει σημαντική γαλβανικού τύπου διάβρωση. Ως εκ τούτου θα πρέπει να αποφεύγονται τέτοιου είδους προσεγγίσεις και τοποθέτηση σε επαφή διαφόρων τύπων χαλύβων. Ευνοϊκές συνθήκες για την έναρξη και την επιτάχυνση της διάβρωσης, δημιουργούνται σε περιπτώσεις συγκόλλησης ανοξείδωτων με κοινούς χάλυβες και γι’ αυτό τον λόγο θα πρέπει οπωσδήποτε να αποφεύγονται τέτοιου είδους συνδέσεις.
Σε όποια εφαρμογή δημιουργούνται προϋποθέσεις “επαφής” μεταξύ ανοξείδωτου και μη ανοξείδωτου (κοινού) χάλυβα, θα πρέπει να λαμβάνεται μέριμνα ώστε να εξασφαλίζεται “ηλεκτρική μόνωση” μεταξύ των υλικών. Τέτοιου είδους “μόνωση” μπορεί να εξασφαλισθεί ως ένα βαθμό και από το ίδιο το παρεμβαλλόμενο σκυρόδεμα μεταξύ των δύο ειδών οπλισμού (ανοξείδωτου και κοινού χάλυβα). Όσο μεγαλύτερο το πάχος του παρεμβαλλόμενου σκυροδέματος, τόσο καλύτερη η επιτυγχανόμενη ηλεκτρική “μόνωση” μεταξύ των δύο κατηγοριών υλικών. Ως μονωτικά χρησιμοποιούνται επίσης διάφορες ρητίνες ή ειδικά πλαστικά παρεμβλήματα.
Θα πρέπει να επισημανθεί επίσης ότι η αυξημένη ανθεκτικότητα στην διάβρωση των ανοξείδωτων χαλύβων δεν επιτρέπει μείωση του πάχους επικάλυψης που απαιτείται για λόγους συνάφειας και πυροπροστασίας των οπλισμών.
δ) Μη μαγνήτιση ωστενιτικών ανοξείδωτων χαλύβων
Οι ωστενιτικοί ανοξείδωτοι χάλυβες δεν μαγνητίζονται. Η συμπεριφορά αυτή αποκτάται όταν με κατάλληλη θερμική κατεργασία το κράμα γίνεται μονοφασικό ωστενιτικό. Η θερμική κατεργασία για την πλήρη ωστενιτοποίηση περιλαμβάνει θέρμανση σε θερμοκρασίες ομογενοποίησης (πρακτικώς γύρω στους 1.100°C), η οποία ακολουθείται από απότομη ψύξη (συνήθως σε νερό). Με την απότομη ψύξη εμποδίζεται ο σχηματισμός καρβιδίων και άλλων φάσεων που έχουν μαγνητικές ιδιότητες. Αν ακολουθήσει ψυχρή κατεργασία, είναι δυνατόν να παρουσιαστεί μαγνήτιση και στους ωστενιτικούς χάλυβες.
Η μη μαγνητική συμπεριφορά των χαλύβων χρησιμοποιείται σε ορισμένες περιπτώσεις ως κριτήριο διαχωρισμού των ωστενιτικών από τους υπόλοιπους ανοξείδωτους (φερριτικούς, μαρτενσιτικούς) και από τους κοινούς χάλυβες (κατά ΕΛΟΤ ΕΝ 10080 κ.λπ.) που μαγνητίζονται. Το κριτήριο αυτό δεν είναι απόλυτα ασφαλές για την αναγνώριση των ωστενι- τικών ανοξείδωτων χαλύβων των κατηγοριών AISI 304 και AISI 316, αφού και άλλοι χάλυβες με διαφορετικά κραματικά στοιχεία (π.χ. μαγγανιούχοι ωστενιτικοί) μπορεί να μη μαγνητίζονται, ενώ διαφέρουν, ως προς τις λοιπές ιδιότητες (π.χ. έχουν ανθεκτικότητα σε διάβρωση πολύ κατώτερη των χρωμονικελιούχων AISI 304 και AISI 316).
Π4.1 Χειρωνακτική συγκόλληση τόξου με επενδεδυμένα ηλεκτρόδια (Shielded Metal Arc Welding, SMAW)
Η χειρωνακτική συγκόλληση τόξου με επενδεδυμένα ηλεκτρόδια (Shielded Metal Arc Welding, SMAW) είναι η πιο κοινή τεχνική συγκόλλησης τόξου, χωρίς καμία αυτοματοποίηση. Η έναυση του ηλεκτρικού τόξου πραγματοποιείται και διατηρείται μεταξύ του άκρου ενός αναλισκόμενου ηλεκτροδίου και των δύο τεμαχίων του μετάλλου που πρόκειται να συγκολληθούν τα οποία βρίσκονται το ένα πλησίον του άλλου στην περιοχή της συγκόλλησης. Το τόξο προκαλεί τήξη του μετάλλου βάσης και του άκρου του ηλεκτροδίου, του οποίου το τήγμα μεταφέρεται υπό μορφή σταγονιδίων προς την συγκόλληση. Τα δύο τήγματα αναμειγνύονται και δημιουργούν το λουτρό της συγκόλλησης, το οποίο στερεοποιούμενο εξασφαλίζει τη σύνδεση. Το ηλεκτρόδιο είναι πεπερασμένου μήκους και αποτελείται από έναν μεταλλικό πυρήνα που φέρει εξωτερικά επένδυση συλλιπάσματος (flux). Στη θερμοκρασία του τόξου, η επένδυση δημιουργεί αέρια που προστατεύουν το μεταφερόμενο μέταλλο από τον περιβάλλοντα αέρα, ενώ παράλληλα σταθεροποιούν το τόξο. Η επένδυση δημιουργεί επίσης μία τηγμένη σκουριά που λόγω μικρού ειδικού βάρους επιπλέει και καλύπτει το λουτρό, προστατεύοντάς το από την οξείδωση.
Τα ηλεκτρόδια που χρησιμοποιούνται στις συγκολλήσεις οπλισμού σκυροδέματος είναι συνήθως:
- Τα ηλεκτρόδια ρουτιλίου και
- Τα βασικά ηλεκτρόδια, τα οποία είναι γνωστά και ως ηλεκτρόδια χαμηλού υδρογόνου.
Τα ηλεκτρόδια ρουτιλίου δημιουργούν μία ρευστή σκουριά που διευκολύνει την εργασία του συγκολλητή. Δίνουν καλής ποιότητας συγκολλήσεις υπό την προϋπόθεση ότι ο προς συγκόλληση χάλυβας είναι χαμηλού άνθρακα, και καθαρός, και η συγκόλληση γίνεται σε ξηρό περιβάλλον. Επιπλέον έχουν το πλεονέκτημα ότι μπορούν να χρησιμοποιηθούν είτε με συνεχές είτε με εναλλασσόμενο ρεύμα.
Τα βασικά ηλεκτρόδια δίνουν δύστηκτη σκουριά χαμηλής ρευστότητας, που δυσχεραίνει τη συγκόλληση και δημιουργεί κίνδυνο παρουσίας μη μεταλλικών εγκλεισμάτων (σκουριάς) μεταξύ των πάσων, αν ο συγκολλητής δεν είναι εξειδικευμένος στη χρήση τους. Απαιτούν συνεχές ρεύμα αντίστροφης πολικότητας (ο θετικός πόλος στο ηλεκτρόδιο). Επί πλέον, από τη στιγμή που θα βγουν από τη στεγανή συσκευασία τους, απαιτείται παραμονή σε ξηραντήριο μέχρι τη στιγμή που θα χρησιμοποιηθούν. Έχουν, όμως, ως εξαιρετικό πλεονέκτημα την εξασφάλιση συγκολλήσεων άριστης ποιότητας και αντοχής, που οφείλεται κυρίως:
- Στην καθοριστική τους δράση, όταν τα μέταλλα που συγκολλώνται περιέχουν ακαθαρσίες (κυρίως S και Ρ) και
- Στην αποτροπή απορρόφησης υδρογόνου από τη συγκόλληση. Η απορρόφηση υδρογόνου είναι καταστρεπτική όταν ο χάλυβας είναι μικρής συγκολλησιμότητας, δηλ. έχει υψηλή τιμή ισοδυνάμου άνθρακα, οπότε εύκολα δίνει σκληρά και εύθραυστα συστατικά (κυρίως μαρτενσίτη και μπαινίτη).
Μεγάλης σημασίας είναι η θερμική παροχή του τόξου Q (Joule/cm), που εκφράζει την ενέργεια που παράγεται από το τόξο (και κατά ένα μεγάλο μέρος μεταφέρεται στην περιοχή της συγκόλλησης) ανά μονάδα μήκους της συγκόλλησης, και η οποία υπολογίζεται από τη σχέση:
Q=I*V/v,
όπου: I η ένταση του ρεύματος σε A
V η τάση του ρεύματος σε V
ν η ταχύτητα προχώρησης του τόξου σε cm/s.
Οι συγκολλήσεις πρέπει να εκτελούνται σχετικά αργά, για να εξασφαλίζεται επαρκής θερμική παροχή. Αυτή είναι απαραίτητη αφενός για να έχουμε συγκόλληση χωρίς ελαττώματα ατελούς τήξης και εγκλεισμάτων σκουριάς, και αφετέ¬ρου για να μειώνεται ο ρυθμός απόψυξης του λουτρού, αποτρέποντας τον σχηματισμό εύθραυστων συστατικών (κυρίως μαρτενσίτη) όταν η συγκολλησιμότητα είναι μικρή.
Η ταχύτητα προχώρησης συναρτάται σε μεγάλο βαθμό με τον ρυθμό απόθεσης του μετάλλου, που με τη σειρά του σχετίζεται με τον τύπο του ηλεκτροδίου, την διάμετρό του και την αντίστοιχη ένταση του ρεύματος. Ενδεικτικοί ρυθμοί απόθεσης σε συνεχή λειτουργία είναι 1,3kg/h για 100Α και 5,5kg/h για 400A.
Π4.2 Ημιαυτόματη συγκόλληση τόξου σε προστατευτική ατμόσφαιρα αερίου (Gas Metal Arc Welding, GMAW)
Για τη θέρμανση και τήξη των προς συγκόλληση μετάλλων, η τεχνική αυτή χρησιμοποιεί ένα ηλεκτρικό τόξο που διατηρείται μεταξύ του μετάλλου βάσης και του ηλεκτροδίου, όπως και στη χειρωνακτική συγκόλληση τόξου. Χαρακτηρίζεται, όμως ως ημιαυτόματη τεχνική, διότι ενώ η οδήγηση της τσιμπίδας γίνεται χειρωνακτικά από τον συγκολλητή, το αναλισκόμενο ηλεκτρόδιο τροφοδοτείται συνεχώς προς τη συγκόλληση από την ίδια τη μηχανή της συγκόλλησης. Το ηλεκτρόδιο είναι ένα γυμνό σύρμα μικρής διαμέτρου τυλιγμένο σε κουλούρα, και προωθείται με σταθερή ταχύτητα μέσω τροφοδοτικού μηχανισμού. Η ταχύτητα προώθησης είναι συνάρτηση της διαμέτρου του σύρματος, ρυθμίζεται δε αυτομάτως από τη μηχανή, σε συνάρτηση με την ένταση του ρεύματος. Η προστασία του τόξου και του λουτρού της συγκόλλησης γίνεται από ένα προστατευτικό αέριο που μπορεί να είναι τελείως αδρανές (στην Αμερικανική Ήπειρο κυρίως ήλιον, ενώ στην Ευρώπη κυρίως αργόν) ή να αντιδρά εν μέρει με το λουτρό, οπότε χαρακτηρίζεται ως δραστικό (διμερή μίγματα Ar- CO2 ή Ar-O2 ή και τριμερή μίγματα Ar-CO2-O2). Για τις δύο αυτές υποκατηγορίες της τεχνικής GMAW, χρησιμοποιούνται αντιστοίχως στην Ευρώπη και οι όροι MIG=Metal-Inert Gas και MAG=Metal-Active Gas.
Η τεχνική αυτή μπορεί να λειτουργήσει με τρεις διαφορετικούς τρόπους οι οποίοι σχετίζονται με τη μεταφορά μετάλλου από το ηλεκτρόδιο στο λουτρό, και καθορίζονται άμεσα από την εφαρμοζόμενη τάση και τη σύνθεση του προστατευτικού αερίου. Σε κάθε περίπτωση απαιτείται πηγή συνεχούς ρεύματος σταθερής τάσης και με τον θετικό πόλο στο ηλεκτρόδιο (αντίστροφη πολικότητα). Οι τρόποι αυτοί είναι:
α) Αξονική μεταφορά με καταιονισμό (axial spray transfer)
Το μέταλλο μεταφέρεται ορμητικά από το ηλεκτρόδιο στο λουτρό σε μορφή πολύ λεπτών σταγόνων (spray). Η τεχνική αυτή εξασφαλίζει άριστες συγκολλήσεις και υψηλή παραγωγικότητα, αλλά δεν συνιστάται για λεπτές συγκολλήσεις, διότι χαρακτηρίζεται από πολύ υψηλή θερμική παροχή και δημιουργεί ογκώδες λουτρό τήγματος. Λειτουργεί σε ατμόσφαιρα αργού με 1 έως 5% Ο2, και για εντάσεις ρεύματος πάνω από μία κρίσιμη τιμή (τυπικά 200 Α).
β) Μεταφορά με σταγόνες (globular transfer)
Η μεταφορά του μετάλλου γίνεται με μορφή χονδρών σταγόνων μετάλλου που κινούνται χωρίς κανονικό ρυθμό και μπορούν να προκαλέσουν εκτινάξεις. Λειτουργεί για εντάσεις κάτω της κρίσιμης και με ατμόσφαιρα CO2.
γ) Μεταφορά με βραχυκυκλωμένο τόξο (short circuit transfer ή dip transfer)
Στην περίπτωση αυτή, το άκρο του ηλεκτροδίου προσεγγίζει πολύ κοντά στο μέταλλο βάσης, οπότε το τόξο γίνεται εξαιρετικά βραχύ και η τάση πέφτει σε χαμηλά επίπεδα (τυπικά 14-20V). Οι σταγόνες που σχηματίζονται στο άκρο του ηλεκτροδίου αγγίζουν το μέταλλο βάσης πριν προλάβουν να μεγαλώσουν, μεταφέρονται δε στο λουτρό δημιουργώντας στιγμιαία βραχυκύκλωση. Το φαινόμενο επαναλαμβάνεται με ταχύ ρυθμό (μέχρι 200 βραχυκυκλώσεις το δευτερόλεπτο), χωρίς εκτινάξεις, και δίνει πολύ καλές συγκολλήσεις. Είναι τεχνική μικρής θερμικής παροχής, που μπορεί να χρησιμοποιηθεί για λεπτές συγκολλήσεις σε όλες τις θέσεις. Ως αέριο προστασίας χρησιμοποιείται CO2 ή μίγματα Ar-CO2 (τυπικά Ar 80%-CO2 20% ή Ar 75%-CO2 25%).
Τα κύρια πλεονεκτήματα της μεθόδου είναι η υψηλή παραγωγικότητα και η παραγωγή συγκολλήσεων υψηλής ποιότητας, επειδή η προστασία από το αέριο είναι πολύ αποτελεσματική, ενώ η απουσία σκουριάς περιορίζει στο ελάχιστο τον κίνδυνο παρουσίας μη μεταλλικών εγκλεισμάτων στη συγκόλληση. Για τους λόγους αυτούς δεν απαιτεί εξαιρετικά επιδέξιους συγκολλητές, όπως απαιτεί η χειρωνακτική συγκόλληση τόξου. Το κυριότερο μειονέκτημα της μεθόδου είναι ότι δεν επιτρέπεται να εκτελείται παρουσία ρευμάτων αέρα, διότι το προστατευτικό αέριο διασκορπίζεται και δεν προστατεύει επαρκώς το τόξο. Επίσης, επειδή στερείται σκουριάς, δεν μπορεί να δράσει καθοριστικά στο μέταλλο που συγκολλάται, αν αυτό περιέχει ακαθαρσίες όπως το θείο. Η απουσία σκουριάς οδηγεί επίσης σε ταχύτερο ρυθμό απόψυξης, που είναι δυσμενής στην περίπτωση χαλύβων περιορισμένης συγκολλησιμότητας. Ωστόσο αυτά τα μειονεκτήματα θεωρούνται δευτερεύουσας σημασίας και δεν αποτελούν ανασταλτικά κριτήρια για την εφαρμογή της μεθόδου, η οποία κερδίζει συνεχώς έδαφος έναντι της χειρωνακτικής συγκόλλησης με επενδεδυμένα ηλεκτρόδια.
Π4.3 Ημιαυτόματη συγκόλληση τόξου σε προστατευτική ατμόσφαιρα αερίου με σωληνωτά ηλεκτρόδια (Flux Cored Arc Welding, FCAW)
Η μέθοδος αυτή είναι όμοια με την μέθοδο GMAW, με τη διαφορά ότι το ηλεκτρόδιο-σύρμα δεν είναι συμπαγές, αλλά κοίλο, ενώ στο εσωτερικό του φέρει συλλίπασμα και ενδεχομένως κραματικές προσμίξεις και αποξειδωτικά σιδηροκράματα. Το συλλίπασμα σχηματίζει ένα στρώμα σκουριάς στο λουτρό, και το προστατεύει από την απορρόφηση οξυγόνου και αζώτου από τον αέρα. Η προστασία του τόξου και του λουτρού συμπληρώνεται με αέριο, όπως και στη μέθοδο GMAW. Οι τεχνικές με σωληνωτά ηλεκτρόδια παρέχουν όλα τα πλεονεκτήματα υψηλής ποιότητας και παραγωγικότητας, όπως η ημιαυτόματη συγκόλληση τόξου σε προστατευτική ατμόσφαιρα Ar-CO2 (MAG ή GMAW).
Η μέθοδος χρησιμοποιείται κυρίως για τη συγκόλληση τεμαχίων χάλυβα μέσου και μεγάλου πάχους σε όλες τις θέσεις. Ο εξοπλισμός της είναι όμοιος με αυτόν που χρησιμοποιείται στη μέθοδο GMAW. Ως ελαφρά πλεονεκτήματα έναντι της προηγούμενης μεθόδου θεωρούνται η μικρότερη ευαισθησία έναντι της παρουσίας οξείδωσης και ακαθαρσιών στα μέταλλα που συγκολλώνται, καθώς και το γεγονός ότι είναι λιγότερο ευαίσθητη στην παρουσία ρευμάτων αέρα.
Π4.4 Ημιαυτόματη αυτοπροστατευόμενη συγκόλληση τόξου με σωληνωτά ηλεκτρόδια (Flux Cored Arc Welding, FCAW)
Η τεχνική αυτή είναι όμοια με την προηγούμενη, με τη διαφορά ότι τα σωληνωτά ηλεκτρόδια περιέχουν μεγαλύτερη ποσότητα συλλιπάσματος, ώστε η σκουριά να επαρκεί για την προστασία της συγκόλλησης, χωρίς να χρειάζεται επί πλέον προστατευτική ατμόσφαιρα αερίου. Βασικό πλεονέκτημα έναντι της μεθόδου GMAW είναι ότι δεν επηρεάζεται από την παρουσία ρευμάτων αέρα.
Π4.5 Συγκόλληση με σπινθηρισμούς (Flash welding)
Πριν τη συγκόλληση με σπινθηρισμούς, οι δύο ράβδοι που πρόκειται να συγκολληθούν, συσφίγγονται η κάθε μία χωριστά σε μία διάταξη με σιαγόνες, η οποία ευθυγραμμίζει τα προς συγκόλληση άκρα και τα φέρνει σε επαφή, χωρίς όμως να ασκεί πίεση. Η διάταξη συνδέεται με το δευτερεύον κύκλωμα μετασχηματιστή.
Η συγκόλληση γίνεται σε δύο διαδοχικά στάδια. Στο πρώτο στάδιο (στάδιο θέρμανσης) εφαρμόζεται ηλεκτρική τάση και οι ράβδοι συμπιέζονται προοδευτικά με τη βοήθεια κινούμενης διάταξης, ώστε το ηλεκτρικό κύκλωμα να αποκαθίσταται μέσω λίγων σημείων της επιφάνειας συγκόλλησης τα οποία προεξέχουν, και όπου η πυκνότητα του ρεύματος είναι μεγάλη. Δημιουργούνται τότε τοπικοί σπινθηρισμοί (flashes) που προκαλούν τήξη και εκτινάξεις πυρακτωμένου μετάλλου. Όταν το τήγμα αρχίζει να ξεχειλίζει από την περιφέρεια της διατομής και η επιφάνεια έχει φθάσει στη θερμοκρασία συγκόλλησης, τότε, σ' ένα δεύτερο στάδιο (στάδιο σφυρηλάτησης, forging stage) διακόπτεται η εφαρμογή της ηλεκτρικής τάσης, και με μία ταχεία κίνηση εφαρμόζεται ισχυρή συμπίεση, οπότε επέρχεται αυτογενής συγκόλληση.
Αυτή η τεχνική λέγεται “ψυχρή συγκόλληση με σπινθηρισμούς” επειδή δεν προηγείται προθέρμανση των άκρων. Το μειονέκτημά της είναι ότι απαιτεί πολύ μεγάλη ισχύ.
Υπάρχει και η παραλλαγή της “θερμής συγκόλλησης με σπινθηρισμούς” όπου τα άκρα προθερμαίνονται από εξωτερική πηγή ή από ηλεκτρικούς παλμούς. Η τεχνική αυτή δεν μπορεί να εφαρμοσθεί όταν η περιεκτικότητα του χάλυβα σε πυρίτιο υπερβαίνει το 0,8% (κατ' άλλους το 1,2%). Ο φώσφορος δεν πρέπει να υπερβαίνει το 0,06% και το θείο το 0,05%. Επίσης, δεν επιτρέπεται να εφαρμοσθεί σε χάλυβες που έχουν διαμορφωθεί εν ψυχρώ.
Τα άκρα που θα συγκολληθούν, καθώς και οι περιοχές σύσφιγξης με τις σιαγόνες απ' όπου διέρχεται το ρεύμα, πρέπει να καθαρισθούν καλά. Οι σιαγόνες πρέπει να βρίσκονται σε απόσταση από τη συγκόλληση ίση με 1,6 έως 2 φορές (το πολύ) τη διάμετρο των ράβδων.
Οι σπινθηρισμοί στη διάρκεια του σταδίου θέρμανσης καταναλώνουν ένα μήκος ίσο με το 0,5 της διαμέτρου της ράβδου, όταν δεν υπάρχει προθέρμανση, και ίσο με το 1,5 της διαμέτρου της ράβδου, όταν υπάρχει προθέρμανση. Η απόσταση μεταξύ των δύο διατομών που συγκολλώνται είναι 5-7mm. Η απαιτούμενη ισχύς είναι περίπου 0,025kW/mm2 της διατομής, και η πίεση σφυρηλάτησης περίπου 60 N/mm2. Η μηχανή φέρει ρυθμιζόμενο μετασχηματιστή, η δε επιλογή της έντασης και της τάσης γίνεται μέσω διαγραμμάτων συναρτήσει της διαμέτρου των ράβδων. Προτιμώνται οι αυτόματες μηχανές.
Π4.6 Συγκόλληση με συμπίεση (σύνθλιψη) και αέριο (Pressure-gas welding)
Η συγκόλληση με συμπίεση και αέριο είναι παραπλήσια με την προηγούμενη, με τη διαφορά ότι η θέρμανση των προς συγκόλληση επιφανειών γίνεται με τη βοήθεια οξυακετυλενικής φλόγας.
Οι ράβδοι που θα συγκολληθούν κόβονται με ψαλίδι, πριόνι ή τροχό έτσι ώστε τα άκρα τους να μην παρουσιάζουν την παραμικρή κάμψη. Οι δύο ράβδοι συσφίγγονται η κάθε μία χωριστά σε μία διάταξη με σιαγόνες, η οποία ευθυγραμμίζει τα προς συγκόλληση άκρα συγκροτώντας τα σε κάποια απόσταση. Η απόσταση μεταξύ των απέναντι σιαγόνων πρέπει να είναι περίπου 4 φορές τη διάμετρο της ράβδου. Η απόσταση μεταξύ των άκρων πρέπει να είναι περίπου το 1/10 της διαμέτρου της ράβδου, μέχρι διάμετρο 30mm και 3mm για μεγαλύτερες διαμέτρους
Η συγκόλληση γίνεται σε δύο διαδοχικά στάδια. Στο πρώτο (στάδιο θέρμανσης) εφαρμόζεται θέρμανση στο διάκενο, με τη βοήθεια καυστήρων οξυγόνου-ασετυλίνης σε κυκλική διάταξη γύρω από τις ράβδους μέχρι να επέλθει τήξη των ράβδων. Τότε, σ' ένα δεύτερο στάδιο (σφυρηλάτησης) με μία ταχεία κίνηση εφαρμόζεται ισχυρή συμπίεση, οπότε επέρχεται αυτογενής συγκόλληση. Τότε μόνον διακόπτεται η λειτουργία των καυστήρων, η οποία πλην της θέρμανσης εξασφαλίζει και την προστασία του μετάλλου από την περιβάλλουσα οξειδωτική ατμόσφαιρα.
Το πλεονέκτημα της μεθόδου είναι η χαμηλή επένδυση σε σχέση με την προηγούμενη τεχνική, ενώ το κόστος λειτουργίας είναι παραπλήσιο. Η παραγωγικότητα είναι περίπου 10 συγκολλήσεις την ώρα, ανάλογη προς την προηγούμενη τεχνική. Είναι ιδιαίτερα αποδοτική για διαμέτρους άνω των 12mm.
Πρέπει η θέρμανση να επιτυγχάνεται γρήγορα, διότι η παρατεταμένη θέρμανση οδηγεί σε ύψωση της θερμοκρασίας σε μεγάλη απόσταση από τη συγκόλληση. Αυτό μπορεί να οδηγήσει σε μείωση της αντοχής, ιδιαίτερα για ράβδους που έχουν διαμορφωθεί εν ψυχρώ.
Π4.7 Σημειακή συγκόλληση με αντίσταση (Resistance Spot Welding)
Η σημειακή συγκόλληση με αντίσταση είναι μία τεχνική κατά την οποία η θέρμανση παράγεται από την αντίσταση στη ροή ηλεκτρικού ρεύματος μεταξύ των προς συγκόλληση επιφανειών, οι οποίες έρχονται σε επαφή σε μία μικρή επιφάνεια γύρω από ένα σημείο (φαινόμενο Joule).
Συνήθως χρησιμοποιείται για τη συγκόλληση ελασμάτων και φύλλων, αλλά μπορεί να χρησιμοποιηθεί και για τη συγκόλληση ράβδων ή τεμαχίων άλλου σχήματος. Στην περίπτωση ράβδων, αυτές τοποθετούνται σε επαφή μεταξύ τους και συγκρατούνται κατά παράθεση μεταξύ δύο ηλεκτροδίων από κράμα χαλκού με μικρή ηλεκτρική αντίσταση. Τα ηλεκτρόδια φέρουν κωνικά άκρα τα οποία εφαρμόζονται το ένα απέναντι στο άλλο, εκατέρωθεν των προς συγκόλληση ράβδων, οι οποίες συμπιέζονται. Διοχετεύεται τότε ένας παλμός ρεύματος διάρκειας από 0,25 έως 0,5sec. Στη διεπιφάνεια των δύο ράβδων, στην περιοχή της συμπίεσης, η αντίσταση είναι μεγάλη, έτσι η διέλευση του ρεύματος προκαλεί τοπική θέρμανση και τήξη του μετάλλου αμφοτέρων των ράβδων στο σημείο που εφάπτονται. Η συμπίεση διατηρείται για μικρό χρονικό διάστημα μετά τη λήξη του παλμού, για να συγκρατηθεί το τήγμα στη θέση του μέχρι να στερεοποιηθεί, σχηματίζοντας έτσι μία φακοειδή συγκόλληση (nugget).
Η μέθοδος αυτή, αν και δεν απαγορεύεται η χρήση της στο εργοτάξιο, λόγω του απαιτούμενου σταθερού εξοπλισμού προορίζεται ουσιαστικά για χρήση στο εργοστάσιο ή στις επιχειρήσεις διαμόρφωσης οπλισμού.
Για την επίτευξη αναπαραγωγισιμότητας των αποτελεσμάτων της συγκόλλησης, τα ακόλουθα χαρακτηριστικά πρέπει να ελέγχονται και να προκαθορίζονται: το ρεύμα συγκόλλησης, ο χρόνος συγκόλλησης και η ασκούμενη πίεση των ηλεκτροδίων. Γι' αυτό πρέπει να χρησιμοποιούνται μόνο μηχανές με αυτόματο έλεγχο. Το σύστημα θα πρέπει να έχει δυνατότητα μεταθέρμανσης της συγκόλλησης.
Π4.8 Συγκόλληση με τριβή (Friction welding)
Κατά τη συγκόλληση με τριβή, η θέρμανση παράγεται από την τριβή μεταξύ των δύο επιφανειών που πρόκειται να συγκολληθούν. Χρησιμοποιείται για μετωπικές συγκολλήσεις ράβδων κυκλικής διατομής ή για τη συγκόλληση σφυρήλατων αντικειμένων σε μορφή ράβδων ή αξόνων. Η μία εκ των δύο ράβδων τίθεται σε περιστροφική κίνηση περί τον άξονά της και όταν αποκτήσει την κατάλληλη ταχύτητα φέρεται σε επαφή με την άλλη ράβδο μετωπικά και συμπιέζεται με αξονική δύναμη. Από την τριβή που αναπτύσσεται μεταξύ της περιστρεφόμενης και της ακίνητης ράβδου παράγεται θερμότητα, η οποία πλαστικοποιεί τις επιφάνειες που βρίσκονται σε επαφή. Τότε η περιστροφή διακόπτεται απότομα και οι ράβδοι συμπιέζονται μεταξύ τους με μεγαλύτερη δύναμη. Η διαδικασία αυτή δεν χρησιμοποιεί εξωτερική πηγή θερμότητας.
Η συγκόλληση που παράγεται είναι πολύ υψηλής ποιότητας και χρησιμοποιείται για σιδηρούχα και μη σιδηρούχα μέταλλα, καθώς και για ανόμοια μέταλλα και κράματα, τα οποία δεν είναι δυνατόν να συγκολληθούν με άλλη μέθοδο. Για παράδειγμα μπορεί να συγκολληθούν κράματα αλουμινίου με χαλκό ή με χάλυβα, κράματα τιτανίου με ανοξείδωτο χάλυβα.
Η διαδικασία συγκόλλησης παράγει σπινθηρισμούς. Γι' αυτόν τον λόγο, χρειάζεται προστασία του συγκολλητή με ολόσωμη φόρμα, γάντια και μάσκα.
Π4.9 Συγκόλληση με προεξοχή (Projection welding)
Είναι μία εξειδικευμένη τεχνική συγκόλλησης με ηλεκτρική αντίσταση. Ενώ στην κλασική σημειακή τεχνική συγκόλλησης με αντίσταση (spot welding) η ένταση του ρεύματος συγκεντρώνεται σε ένα σημείο με την άσκηση πίεσης μέσω δύο κυλινδρικών ηλεκτροδίων, στη συγκόλληση με προεξοχή (projection welding) το ρεύμα συγκεντρώνεται σε προεξοχές που έχουν διαμορφωθεί εκ των προτέρων στην επιφάνεια των μερών που πρόκειται να συγκολληθούν. Στην περίπτωση ράβδων οπλισμού σκυροδέματος, οι προεξοχές αυτές είναι οι ίδιες οι νευρώσεις. Η πίεση ασκείται με πλατειά επίπεδα ηλεκτρόδια από τα δύο μέρη της περιοχής όπου πρόκειται να γίνει η σύνδεση.
Πλεονέκτημα της μεθόδου έναντι της σημειακής συγκόλλησης με αντίσταση, είναι ότι στη σημειακή συγκόλληση με αντίσταση, εφόσον χρειάζονται περισσότερες της μιας σημειακές συγκολλήσεις, αυτές γίνονται η μία κατόπιν της άλλης, ενώ στη συγκόλληση με προεξοχή μπορούν να συγκολληθούν ταυτόχρονα περισσότερα του ενός σημεία, δηλαδή η συγκόλληση να γίνει μονομιάς με μία και μόνη διέλευση του ρεύματος. Άλλο πλεονέκτημα είναι η μεγαλύτερη διάρκεια ζωής των ηλεκτροδίων, επειδή οι επιφάνειες επαφής είναι μεγαλύτερες.
Π4.10 Στοιχεία για τα ηλεκτρόδια συγκολλήσεων των τεχνικών SMAW και GMAW
Σ' αυτά που ακολουθούν, παρέχονται στοιχειώδεις πληροφορίες που αφορούν τα συνήθη ηλεκτρόδια που χρησιμοποιούνται στις τεχνικές συγκόλλησης SMAW και GMAW. Στην Ελλάδα έχει επικρατήσει για τους χάλυβες να χρησιμοποιείται η ονοματολογία των ηλεκτροδίων σύμφωνα με την American Welding Society (AWS).
α. Επενδεδυμένα Ηλεκτρόδια τόξου
Συμβολίζονται ΕΧΧΧΧ, π.χ. Ε6013
Το Ε σημαίνει Arc Welding Electrode. Τα δύο πρώτα αριθμητικά ψηφία δηλώνουν την ελάχιστη αντοχή θραύσης σε εφελκυσμό. Αυτή εκφράζεται σε psi (pounds per square inch) αφού προηγουμένως πολλαπλασιασθεί x1000. Έτσι το ηλεκτρόδιο Ε6013 έχει ελάχιστη αντοχή θραύσης 60,000psi. Το τρίτο αριθμητικό ψηφίο υποδηλώνει τη θέση συγκόλλησης και το τέταρτο το είδος του ρεύματος συγκόλλησης. Στο παρόν παράδειγμα, το ηλεκτρόδιο μπορεί να χρησιμοποιηθεί για συγκόλληση σε όλες τις θέσεις (επίπεδη, οριζόντια, κατακόρυφη και ουρανού) και το ρεύμα πρέπει να είναι είτε εναλλασσόμενο είτε συνεχές.
Περισσότερες πληροφορίες παρέχονται στον Κανονισμό AWS SFA5.1 και στους καταλόγους των κατασκευαστών ηλεκτροδίων.
β. Ηλεκτρόδια για την μέθοδο GMAW
Συμβολίζονται ERXXS-X π.χ. ER70S-6
To ER σημαίνει Electrode Rod, δηλ. κυλινδρικό ηλεκτρόδιο. Τα δύο πρώτα αριθμητικά ψηφία αναφέρονται, όπως και στην προηγούμενη περίπτωση, στην αντοχή σε εφελκυσμό, στο παρόν παράδειγμα 70,000psi. Το γράμμα S υποδηλώνει solid wire, δηλ. συμπαγές σύρμα. Τέλος, το τελευταίο ψηφίο μετά την παύλα, σχετίζεται με την προστασία του τόξου, τη σύνθεση του μετάλλου γόμωσης και με τις μηχανικές ιδιότητες της συγκόλλησης.
Περισσότερες πληροφορίες παρέχονται στον Κανονισμό AWS SFA5.18 και στους καταλόγους των κατασκευαστών ηλεκτροδίων.
γ. Τυπικές περιπτώσεις που αναφέρονται και στον παρόντα Κανονισμό
- Ε6013. Ηλεκτρόδιο ρουτιλίου.
Μπορεί να χρησιμοποιηθεί με εναλλασσόμενο ή συνεχές ρεύμα οποιοσδήποτε πολικότητας (ο αρνητικός πόλος είτε στο ηλεκτρόδιο, είτε στο μέταλλο που θα συγκολληθεί). Η επένδυσή του είναι πλούσια σε ρουτίλιο και περιέχει κάλιο για τη σταθεροποίηση του τόξου. Δίνει παχύ στρώμα σκουριάς που απομακρύνεται εύκολα μετά τη συγκόλληση. Έχει μέτρια διείσδυση και γι' αυτό μπορεί να χρησιμοποιηθεί για τη συγκόλληση λεπτών ελασμάτων. Χρησιμοποιείται για συγκόλληση σε όλες τις θέσεις, και βρίσκει πολλαπλές χρήσεις στον κατασκευαστικό τομέα και τη βιομηχανία.
- Ε9018. Βασικό ηλεκτρόδιο χαμηλού υδρογόνου.
Η επένδυσή του περιέχει ανθρακικό ασβέστιο και φθορίτη. Δίνει μέταλλο συγκόλλησης με εξαιρετικές μηχανικές ιδιότητες, ιδιαίτερα με υψηλή ολκιμότητα. Σκόνη σιδήρου σε αναλογία 35-40% προστίθεται στην επένδυση. Συσκευασμένο, αποθηκεύεται σε ξηρό χώρο στη θερμοκρασία του περιβάλλοντος. Μετά το άνοιγμα της συσκευα- σίας αποθηκεύεται σε φούρνο θερμοκρασίας 120-230°C. Πριν από τη χρήση του παραμένει σε θερμοκρασία 100-120°C.
- ER70S-6. Ηλεκτρόδιο-σύρμα
Ηλεκτρόδιο-σύρμα για γενική χρήση στις συγκολλήσεις χαλύβων. Χρησιμοποιείται για συγκόλληση σε όλες τις θέσεις. Έχει υψηλή περιεκτικότητα σε Μη και Si, για αποξειδωτική δράση. Έτσι μπορεί να συγκολλήσει και ελαφρά οξειδωμένες επιφάνειες με ελαφρά μείωση των μηχανικών ιδιοτήτων της συγκόλλησης, όχι όμως εκτός επιτρεπτών ορίων. Παράγει ομαλές συγκολλήσεις σε λεπτά ελάσματα ή παχύτερα τεμάχια. Μπορεί να χρησιμοποιηθεί με CO2, Ar-CO2 και Ar-O2, ως προστατευτικά αέρια. Χρησιμοποιείται με συνεχές ρεύμα αντίστροφης πολικότητας (ο θετικός πόλος στο ηλεκτρόδιο).
- ER80S-G. Ηλεκτρόδιο-σύρμα
Ηλεκτρόδιο-σύρμα υψηλής αντοχής για συγκολλήσεις χαλύβων. Παρουσιάζει παρόμοια χαρακτηριστικά με το ER70S-6 στη χρήση, αλλά χαρακτηρίζεται από υψηλότερη αντοχή. Αυτό επιτυγχάνεται με την προσθήκη κραματικών στοιχείων (πέραν του Μn και Si) όπως το Μο (μολυβδαίνιο ≈ 0,5%) και Cr (χρώμιο ≈1,0%).
Π5.1 Γενικά
Αποστατήρες (spacers) είναι τα στοιχεία που διατηρούν τον οπλισμό στην επιθυμητή απόσταση από τους ξυλοτύπους ή την ιδεατή ελεύθερη, τελική επιφάνεια του σκυροδέματος, λειτουργώντας ως στηρίγματα, υποθέματα, παρεμβλήματα κ.λπ., και τα οποία, διαθέτοντας το κατάλληλο μέγεθος (ύψος), εξασφαλίζουν το επιβαλλόμενο και καθοριζόμενο, από τους Κανονισμούς και τη μελέτη, πάχος επικάλυψης των οπλισμών. Ως αποστατήρες μπορούν να θεωρηθούν, κατ’ επέκταση, και τα καβαλέτα, οι καβίλιες και τα λοιπά εξαρτήματα που χρησιμοποιούνται για την εξασφάλιση της διατάξεως των επιθυμητών αποστάσεων των ράβδων μεταξύ τους ή από την τελική ελεύθερη επιφάνεια.
Οι αποστατήρες θα κατασκευάζονται από υλικό με επαρκή μηχανική αντοχή, με καλή πρόσφυση προς το σκυρόδεμα, μη οξειδούμενο, μη υδατοαπορροφητικό και σταθερού όγκου. Με βάση τις απαιτήσεις της Παραγρ. 7.2.2 του παρόντος Κανονισμού, επιτρέπεται η χρήση αποστατήρων κατασκευασμένων από :
- Πλαστικά υλικά, εξαιρουμένου του PVC
- Τσιμεντοκονιάματα, συνήθως με ενσωματωμένα σύρματα για τη στερέωση.
Τα χρησιμοποιούμενα συστήματα αποστατήρων πρέπει να διαθέτουν διαβάθμιση ύψους ανά 5mm.
Δεν επιτρέπεται να χρησιμοποιούνται ως αποστατήρες, παρεμβλήματα αποτελούμενα από :
- Ράβδους οπλισμού (αν πρόκειται να έρθουν σε επαφή με τον ξυλότυπο ή την ελεύθερη επιφάνεια)
- Λωρίδες μονωτικών υλικών
- Τεμάχια πλαστικών (ή άλλου τύπου) σωλήνων
- Τεμάχια μαρμάρου, κεραμικά, τούβλα, ξύλα κ.λπ.
Οι αποστατήρες διακρίνονται αναλόγως της λειτουργίας τους σε:
- Σημειακούς και
- Γραμμικούς
Π5.2 Πρόσθετες απαιτήσεις
Σε συνάρτηση με τα περί συναρμολόγησης και τοποθέτησης (διάταξης) του οπλισμού που προβλέπονται στον ΕΚΩΣ, Παραγρ. 20.4.6, οι αποστατήρες πρέπει να πληρούν τις ακόλουθες απαιτήσεις:
- Να μπορούν να περιβληθούν ικανοποιητικώς από σκυρόδεμα
- Να αντέχουν στα φορτία που θα κληθούν, έστω και προσωρινώς, να φέρουν (οπλισμών, εργατών, εξοπλισμού κλπ.)
- Να μην παρουσιάζουν ευπάθεια σε ανατροπή
- Να μην αντιδρούν χημικώς με το σκυρόδεμα και τον οπλισμό
- Να συμπεριφέρονται ικανοποιητικώς όσον αφορά τις θερμοκρασιακές επιρροές
- Να μην δημιουργούν έντονα ίχνη ή σημαντικές ασυνέχειες στην επιφάνεια των δομικών στοιχείων
- Να μην παρεμποδίζουν την διάστρωση και δόνηση/συμπύκνωση του σκυροδέματος
- Να μην δημιουργούν προβλήματα στην ενδεχόμενη επεξεργασία των επιφανειών των δομικών στοιχείων (επιφανειακά τελειώματα).
Π5.3 Διάταξη αποστατήρων
Ο τύπος των αποστατήρων, η διάταξή τους και η πυκνότητα τοποθέτησης θα είναι τέτοια, ώστε να εξασφαλίζεται το επιθυμητό πάχος επικάλυψης των οπλισμών και στις ενδιάμεσες (μεταξύ υποθεμάτων) θέσεις. Ο Επιβλέπων Μηχανικός δικαιούται να απορρίψει το σύστημα αποστατήρων, αν αυτό δεν εγγυάται την ικανοποίηση των πιο πάνω απαιτήσεων και την εξασφάλιση της ευστάθειας του πλέγματος των οπλισμών και της ομοιομορφίας του πάχους επικαλύψεως. Δικαιούται επίσης να διατάξει πύκνωση των αποστατήρων, αν διαπιστώσει ανεπαρκή εξασφάλιση του ελάχιστου πάχους επικάλυψης σε όλες τις θέσεις. Η επιλογή του τύπου και η γενική τους διάταξη, εξαρτώνται από:
- Το βάρος του οπλισμού
- Την διάμετρο των ράβδων
- Το είδος του δομικού στοιχείου στο οποίο ενσωματώνονται.
Γενικώς, οι αποστατήρες διατάσσονται:
- Στις πλάκες: στις κάτω ράβδους
- Στις δοκούς: στους συνδετήρες
- Στα υποστυλώματα (και στους πασσάλους): στους συνδετήρες (κατά προτίμηση) ή στις διαμήκεις ράβδους
- Στα τοιχώματα: στις εξωτερικές ράβδους.
Κατά την τοποθέτηση των αποστατήρων πρέπει να καταβάλλεται προσοχή ώστε να αποφεύγεται η χρησιμοποίηση υπολοίπων σε στοιχείο με διαφορετική απαίτηση πάχους επικαλύψεως οπλισμών (π.χ. τοποθέτηση αποστατήρων ύψους 2cm που προορίζονται για πλάκες, σε δοκό με απαίτηση πάχους επικαλύψεως 2,5 ή 3cm).
Εφ’ όσον δεν προβλέπεται διαφορετικά από τη μελέτη, συνιστάται ενδεικτικά η ακόλουθη διάταξη και πυκνότητα:
- Πλάκες
Για ø ≤ 12mm ανά ~50 cm για γραμμικούς, ή 4 αποστατήρες τουλάχιστον ανά m2 για σημειακούς.
Για ø ≥ 14mm ανά ~70 cm για γραμμικούς, ή 2 αποστατήρες τουλάχιστον ανά m2 για σημειακούς
- Τοιχία
Για ø ≤ 12mm ανά ~ 70 cm για γραμμικούς ή 2 αποστατήρες τουλάχιστον ανά m2 κάθε όψης για σημειακούς
Για ø ≥ 14mm ανά ~ 100 cm για γραμμικούς ή 1 αποστατήρας τουλάχιστον ανά m2 κάθε όψης για σημειακούς
Στα τοιχία πρέπει να τοποθετούνται και κατάλληλοι σύνδεσμοι, οι οποίοι θα διατηρούν σταθερή την επιθυμητή απόσταση των δύο πλεγμάτων σε πυκνότητα τουλάχιστον 4 ανά m2. Επίσης θα τοποθετούνται ειδικά εξαρτήματα, που θα διατηρούν σταθερή την απόσταση των ξυλοτύπων, σε πυκνότητα τουλάχιστον 2 ανά m2.
- Δοκοί
Για δοκούς μέχρι πάχους 40cm συνιστάται να υπάρχει ένας τουλάχιστον αποστατήρας στον πυθμένα της διατομής της δοκού. Για δοκούς μεγαλυτέρου πάχους, η απόσταση μεταξύ των αποστατήρων δεν πρέπει να υπερβαίνει τα 40cm και η δε απόσταση από τη γωνία του συνδετήρα δεν πρέπει να υπερβαίνει τα 15cm.
Για τις παρειές της δοκού, συνιστάται ένας τουλάχιστον αποστατήρας ανά παρειά για ελεύθερο ύψος από 20 έως 60cm. Για μεγαλύτερα ύψη, η απόσταση μεταξύ αποστατήρων παρειάς, είναι σκόπιμο να μην υπερβαίνει τα 50cm. Κατά τη διεύθυνση του μήκους της δοκού, η απόσταση μεταξύ αποστατήρων συνιστάται να είναι μικρότερη από 1,0m.
- Υποστυλώματα και Πάσσαλοι
Συνιστάται, οι αποστατήρες σε μια διατομή να είναι τουλάχιστον: 4 για ορθογωνικούς στύλους με μέγιστη πλευρά 60cm, και τουλάχιστον 3 για κυκλικά στοιχεία διαμέτρου μέχρι 40cm. Για μεγαλύτερες διαστάσεις θα πρέπει, το μεταξύ των αποστατήρων μήκος να μην υπερβαίνει τα 50cm. Κατά τη διεύθυνση του ύψους του στοιχείου, η απόσταση μεταξύ των αποστατήρων συνιστάται να είναι μικρότερη από 1,0m.
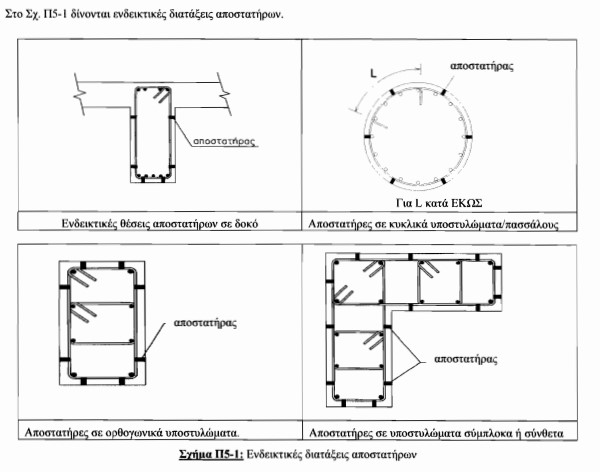 Γενικώς, οι αποστατήρες πρέπει να τοποθετούνται σε πυκνότερη διάταξη όταν οι πάνω οπλισμοί σε πλάκες και δοκούς στηρίζονται στους κάτω μέσω χαλύβδινων υποστηριγμάτων. Σε περιπτώσεις κτηρίων που πρόκειται να εκτεθούν σε υψηλές θερμοκρασίες θα χρησιμοποιούνται αποστατήρες από τσιμεντοκονίαμα, ιδιαίτερα αν τα στοιχεία θα παραμείνουν ανεπίχριστα.
Γενικώς, οι αποστατήρες πρέπει να τοποθετούνται σε πυκνότερη διάταξη όταν οι πάνω οπλισμοί σε πλάκες και δοκούς στηρίζονται στους κάτω μέσω χαλύβδινων υποστηριγμάτων. Σε περιπτώσεις κτηρίων που πρόκειται να εκτεθούν σε υψηλές θερμοκρασίες θα χρησιμοποιούνται αποστατήρες από τσιμεντοκονίαμα, ιδιαίτερα αν τα στοιχεία θα παραμείνουν ανεπίχριστα.
Π5.4 Ειδικές περιπτώσεις
α) Στις πλάκες με διπλό οπλισμό (γενικές κοιτοστρώσεις, εδαφόπλακες κ.λπ.) και στις υψίκορμες δοκούς και πεδιλοδοκούς, επιβάλλεται η διάταξη υποστηριγμάτων για την συγκράτηση, κατά την σκυροδέτηση, των άνω οπλισμών στην προβλεπόμενη από την μελέτη θέση (βλ. και Σχ. Π5-2). Τα υποστηρίγματα αυτά, μορφής κλωβού συνδετήρων ή καβαλέτων (βλ. και Σχ. Π5-2α, β), διαμορφώνονται από χάλυβα οπλισμού κατάλληλης διαμέτρου, εδράζονται στην εσχάρα των κάτω οπλισμών ή σε δικούς τους αποστατήρες, χωρίς να έρχονται σε επαφή με τα υποκείμενα καλούπια, και προσδένονται ισχυρώς με τους πάνω και κάτω οπλισμούς. Ενδεικτικώς, οι ελάχιστες διαστάσεις πελμάτων και ζυγώματος είναι 20 cm.
Για λεπτές πλάκες, εναλλακτικά, μπορούν να χρησιμοποιηθούν και βιομηχανοποιημένα πλαστικά ή χαλύβδινα υποστηρίγματα (γενικώς μικρού ύψους) (βλ. και Σχ. Π5-2γ, δ).
Ο αριθμός και η διάταξη των υποστηριγμάτων εξαρτάται από το πάχος του δομικού στοιχείου και το βάρος του πάνω οπλισμού. Γενικώς συνιστάται πυκνότητα τουλάχιστον τριών υποστηριγμάτων ανά τετραγωνικό μέτρο για πλάκες, και ενός υποστηρίγματος ανά μέτρο μήκους για δοκούς.
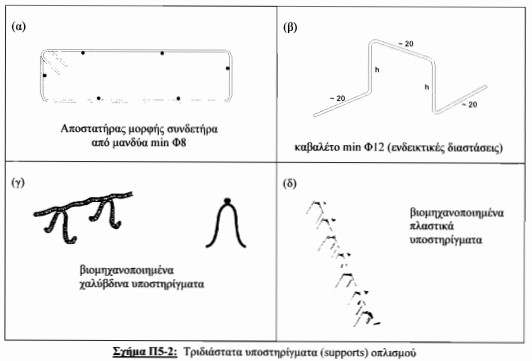 β) Στις περιπτώσεις μεγάλου βάρους των πάνω οπλισμών, στις οποίες είναι ενδεχόμενη η παραμόρφωση-λύγισμα των κατακορύφων σκελών των συνδετήρων, πρέπει να λαμβάνονται κατάλληλα μέτρα, είτε με αύξηση της διαμέτρου των συνδετήρων, είτε με τοποθέτηση εσωτερικών εγκαρσίων συνδέσμων, είτε με ανακούφιση της σύνθλιψης των συνδετήρων με την τοποθέτηση καβαλέτων στο εσωτερικό της δοκού, που θα αναλαμβάνουν μέρος, τουλάχιστον, του φορτίου.
β) Στις περιπτώσεις μεγάλου βάρους των πάνω οπλισμών, στις οποίες είναι ενδεχόμενη η παραμόρφωση-λύγισμα των κατακορύφων σκελών των συνδετήρων, πρέπει να λαμβάνονται κατάλληλα μέτρα, είτε με αύξηση της διαμέτρου των συνδετήρων, είτε με τοποθέτηση εσωτερικών εγκαρσίων συνδέσμων, είτε με ανακούφιση της σύνθλιψης των συνδετήρων με την τοποθέτηση καβαλέτων στο εσωτερικό της δοκού, που θα αναλαμβάνουν μέρος, τουλάχιστον, του φορτίου.
γ) Στους προκατασκευασμένους κλωβούς οπλισμών κυκλικών υποστυλωμάτων, πασσάλων και άλλων δομικών στοιχείων, για λόγους διασφάλισης της μορφής και του σχήματος κατά την ανύψωση, μεταφορά και τοποθέτηση εντός των ξυλοτύπων ή της οπής του εδάφους, συνιστάται η διάταξη συνδέσμων από χάλυβα οπλισμού σκυροδέματος, min ø12 μορφής κλειστών στεφάνών ή συνδετήρων, διαγώνιων ή διδιαγώνιων ράβδων κ.λπ. ανά κατάλληλες αποστάσεις στο εσωτερικό του κλωβού (μέσα από τις διαμήκεις ράβδους, π.χ. κάθε ένα μέτρο), προσδεδεμένων ή ηλεκτροσυγκολλημένων σ’ αυτόν (με μη φέρουσες συγκολλήσεις).
δ) Σε περιπτώσεις όπου ο κάτω οπλισμός δοκών τοποθετείται σε περισσότερες της μιας στρώσεις, μπορεί να γίνει χρήση παρεμβλημάτων από ράβδους χάλυβα οπλισμού (καβίλιες) όπως, ενδεικτικά, φαίνεται στο Σχ. Π5-3.
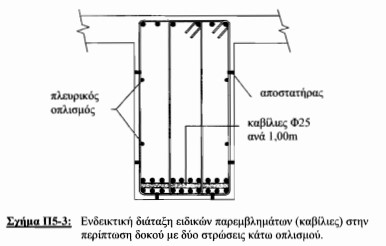
Π6.1 Γενικότητες
α) Η παραλαβή του τοποθετημένου οπλισμού είναι ο τελευταίος κρίκος μιας μακράς και υπεύθυνης αλυσίδας, μελέτης, επίβλεψης και κατασκευής του έργου. Για την αποτελεσματικότητα του έργου, όλοι οι κρίκοι είναι ισοδύναμοι: Καμιά μελέτη δεν μπορεί να αντισταθμίσει τις ενδεχόμενες συνέπειες μιας εσφαλμένης ή ελλιπούς τοποθέτησης οπλισμού, λόγω έλλειψης λεπτομερειών εφαρμογής, κακοτεχνιών, αδυναμίας σωστής διάταξης οπλισμού, απροσεξίας κ.λπ.
β) Επομένως, η παραλαβή του τοποθετημένου οπλισμού είναι μια πολύ κρίσιμη τεχνική φάση, η οποία απαιτεί:
- Έγκαιρη παρακολούθηση των διαδικασιών παραγγελίας και παραλαβής του, κατά τις απαιτήσεις των Κανονισμών και της μελέτης
- Έγκαιρο έλεγχο όλων των προβλεπόμενων Πιστοποιητικών, τόσο για τα ίδια τα υλικά όσο και για τα έτοιμα (προδιαμορφωμένα) τελικά προϊόντα
- Έγκαιρη παρακολούθηση των εργασιών διαμόρφωσής του, κατά τις απαιτήσεις των Κανονισμών και της μελέτης
- Ευμέθοδη εργασία ελέγχου, υπομονή και επιμονή στην αναζήτηση των λεπτομερειών, καθώς και επάρκεια διαθέσιμου χρόνου
- Βοηθητικό προσωπικό για την εκτέλεση των μετρήσεων και την εντόπιση τυχόν κακοτεχνιών ή ελλείψεων
- Όργανα μέτρησης (άκαμπτες και εύκαμπτες μετροταινίες, παχύμετρα για την προσεγγιστική μέτρηση διαμέτρων, ενδεχομένως φωτογραφική μηχανή).
Κατά την τελική παραλαβή του τοποθετημένου οπλισμού, είναι σκόπιμο να επανελέγχεται η τήρηση των απαιτήσεων ως προς την προδιαγραφόμενη από τη μελέτη κατηγορία χαλύβων και τις λοιπές τους ιδιότητες, καθώς και τα απαιτούμενα Πιστοποιητικά προέλευσης, διαμόρφωσης ή δοκιμών.
Θα ελέγχεται επίσης η καθαρότητα των οπλισμών από τυχόν προϊόντα διάβρωσης, λάδια, λάσπες ή άλλες ακαθαρσίες.
γ) Σε περίπτωση απαιτούμενων διορθώσεων ή συμπληρώσεων της όπλισης (ή και πλήρους απόρριψης τμήματος ή συνόλου), οι αντίστοιχες παρατηρήσεις και απαιτήσεις θα εγγράφονται στο Ημερολόγιο του Έργου ή θα δίνονται σχετικές έγγραφες οδηγίες. Αν οι παρατηρήσεις είναι δυνατόν να ικανοποιηθούν αμέσως, θα παρακολουθείται επιτόπου η συμμόρφωση ή θα χορηγούνται οι κατάλληλες οδηγίες στο βοηθητικό προσωπικό της Επίβλεψης και τον Εκπρόσωπο του Ανάδοχου του έργου.
δ) Με το πέρας της παραλαβής τοποθετημένου οπλισμού ή επαναπαραλαβής διορθωθέντος ή συμπληρωθέντος, θα δίνεται εντολή συνέχισης των εργασιών (διάστρωσης σκυροδέματος) ή, όπου απαιτείται, θα συντάσσεται Πρωτόκολλο Παραλαβής Αφανών Εργασιών με βάση τους Πίνακες Αναπτυγμάτων Οπλισμών. Στο Πρωτόκολλο αυτό, ενδεικτικώς, σημειώνονται και τα ακόλουθα:
- Στοιχεία του συνολικού έργου και του ελεγχθέντος τμήματος
- Ονόματα των Εκπροσώπων του Ανάδοχου του έργου και του Επιβλέποντα Μηχανικού που παρέστησαν και συνυπογράφουν το Πρωτόκολλο
- Τυχόν υπάρχουσες παρατηρήσεις.
ε) Προσοχή θα δίνεται σε θέματα τοποθέτησης και παραλαβής ειδικών οπλισμών όπως π.χ.:
- Οπλισμοί περιοχών ενώσεων, αγκυρώσεων, αναμονών κ.λπ.
- Οπλισμοί έναντι στρέψης, διάτρησης, ανάρτησης κ.λπ.
- Οπλισμοί συρραφής σε αρμούς ή πέλματα κ.λπ.
- Οπλισμοί οπών ή άλλων “ανοιγμάτων”, ελεύθερων άκρων, ακμών κ.λπ.
- Οπλισμοί ρηγμάτωσης
- Οπλισμοί περίσφιγξης κ.λπ.
Π6.2 Ευστάθεια και ακεραιότητα τοποθετημένου οπλισμού
α) Θα ελέγχεται η ικανότητα των ράβδων να μη μετακινηθούν και των κλωβών να μην παραμορφωθούν, είτε ως σύνολο είτε ως τμήμα, από τις θέσεις στις οποίες έχουν τοποθετηθεί, λόγω:
- Του βάρους του προσωπικού και του εξοπλισμού
- Τυχαίων προσκρούσεων από εργαλεία ή μηχανές
- Του βάρους και της ροής του σκυροδέματος καθώς αυτό εκχύνεται
- Της χρήσης των δονητών κατά τη συμπύκνωση του σκυροδέματος.
β) Προς τούτο θα ελέγχονται:
- Τα δεσίματα των ράβδων σε επαρκώς αντιπροσωπευτικό δείγμα ανά περιοχή και ανά είδος στοιχείου
- Η επάρκεια, η θέση, η ορθότητα και η ακεραιότητα των συγκολλήσεων (αν υπάρχουν)
- Η στήριξη των κλωβών ή των ράβδων στον πυθμένα ή στα πλαϊνά του ξυλοτύπου ή η ανάρτησή τους όπου είναι αναγκαίο
- Η επάρκεια των διαδρόμων εργασίας (περάσματα, προσωρινές γεφυρώσεις) που απαιτούνται πάνω απ’ τους κλωβούς για την ευόδωση της σκυροδέτησης και της συμπύκνωσης χωρίς να κινδυνεύει η ευστάθεια και η ακεραιότητα του οπλισμού
- Η επάρκεια διόδων των δονητών συμπύκνωσης του σκυροδέματος, χωρίς να χρειασθεί η ανεξέλεγκτη διάνοιξη τέτοιων διόδων κατά τη διάρκεια της σκυροδέτησης.
Π6.3 Γεωμετρία ράβδων οπλισμού
Προς τούτο θα ελέγχονται τα ακόλουθα:
α) Διάμετροι και αριθμός ράβδων, καθώς και τα μήκη αναμονών, αγκυρώσεων, ενώσεων κλπ
β) Αποστάσεις των ράβδων μεταξύ τους, οριζοντίως και κατακορύφως
γ) Τοποθέτηση τυχόν ομάδων ή σειρών ράβδων, ή ράβδων με ειδική διαμόρφωση (π.χ. “μπουκάλες” ή δέσμη στις γωνίες)
δ) Ευθυγραμμία ράβδων (αποφυγή αθέλητων καμπυλοτήτων ή τσακισμάτων εκτός των προδιαγεγραμμένων)
ε) Ανεμπόδιστο πέρασμα ράβδων σε θέσεις διασταυρώσεων και κόμβων χωρίς τοπικά τσακίσματα)
στ) Ορθότητα ματισμάτων και αναμονών, αγκυρώσεων, θέσεων κάμψεως και διαμέτρων τυμπάνου κάμψεως, αγκίστρων κ.λπ.
ζ) Ορθότητα κλεισίματος και αγκυρώσεων συνδετήρων και συνδέσμων (π.χ. με διπλό γάντζο 135°) και πλήρους επαφής τους με τους διαμήκεις οπλισμούς, στους οποίους δένονται ισχυρώς.
Π6.4 Επάρκεια επικαλύψεων οπλισμού
α) Θα ελέγχεται η δυνατότητα έντεχνης και ορθής σκυροδέτησης, καθώς και το πάχος του προστιθέμενου σκυροδέματος πάνω, κάτω ή δίπλα στους ακραίους οπλισμούς, ώστε να προστατεύονται επαρκώς από τη διείσδυση βλαπτικών ουσιών και την πυρκαγιά, και να διαθέτουν την αναγκαία συνάφεια, κατά τις απαιτήσεις των Κανονισμών και της μελέτης.
β) Προς τούτο θα ελέγχονται:
- Οι αποστάσεις των “ακραίων” οπλισμών (διαμήκων ή συνδετήρων ή συνδέσμων ή των αγκυρώσεων τους) από το καλούπι ή από την ιδεατή τελική πάνω επιφάνεια του σκυροδέματος
- Η ορθή τοποθέτηση και η επάρκεια των αντίστοιχων αποστατήρων (ή καβαλέτων ή άλλων στοιχείων), σε πυκνότητα, αντοχή και δυσκαμψία, καθώς και η καταλληλότητα του υλικού και της μορφής τους.
Οι έλεγχοι αυτοί θα διεξάγονται σε επαρκώς μεγάλο πλήθος ράβδων και θέσεων μέσα σε κάθε δομικό στοιχείο, ώστε να θεωρείται εξασφαλισμένη και αδιαμφισβήτητη η αντιπροσωπευτικότητα αυτών των ελέγχων. Το πλήθος αυτό είναι πολλές φορές αντιστρόφως ανάλογο της εμπειρίας και της ικανότητας του ελέγχοντας, εξαρτώμενο και από τις ιδιαιτερότητες του ίδιου του έργου.
Π6.5 Γενική παρατήρηση
Ο Επιβλέπων Μηχανικός, κατά την παραλαβή, έχει επίσης το δικαίωμα, χρησιμοποιώντας τη γνώση και την εμπειρία του, να υποδείξει τυχόν εμφανή ανεπάρκεια ή σφάλματα όπλισης, και να εισηγηθεί εγγράφως ή/και προφορικώς ή και να επιβάλει αμέσως επιτόπου, τις σχετικές συμπληρώσεις ή διορθώσεις - ιδίως σε κρίσιμες περιοχές και σε ειδικούς ή τοπικούς οπλισμούς - ανεξάρτητα και πέρα από τις αναγραφές πάνω στα σχέδια ξυλοτύπων ή λεπτομερειών της μελέτης. Οι πρόσθετοι αυτοί οπλισμοί προστίθενται στα σχέδια «ως κατεσκευάσθη» του έργου.
Μέρος A . Έλεγχον χαλύβων οπλισμού σκυροδέματος σε υφιστάμενες κατασκευές
Π7.1 Εισαγωγή
Στο Παράρτημα αυτό παρουσιάζονται, ενδεικτικά, ορισμένοι από τους ελέγχους σε υφιστάμενες κατασκευές, οι οποίοι είναι δυνατόν να απαιτηθούν σε περιπτώσεις:
- Ενίσχυσης υφισταμένης κατασκευής προκειμένου να αναλάβει μεγαλύτερα ωφέλιμα φορτία ή/και να αναβαθμισθούν τα αντισεισμικά της χαρακτηριστικά.
- Επισκευής υφισταμένης κατασκευής η οποία υπέστη βλάβες ή φθορές από:
- σεισμό
- πυρκαγιά
- περιβαλλοντικές δράσεις όπως π.χ. προσβολή από χλωριόντα.
- Αμφισβητήσεων ή αμφιβολιών ως προς τη φέρουσα ικανότητα της κατασκευής ή επιμέρους στοιχείων αυτής, καθώς και ως προς την ποιότητα, την ποσότητα και τη θέση του οπλισμού.
Οι έλεγχοι αυτοί αποσκοπούν μεταξύ των άλλων:
- Στον προσδιορισμό των μηχανικών χαρακτηριστικών του χάλυβα: του ορίου διαρροής και της εφελκυστικής αντοχής καθώς και της παραμόρφωσης θραύσης η οποία χαρακτηρίζει την ολκιμότητά του
- Στον προσδιορισμό της συγκολλησιμότητας των υφισταμένων ράβδων χάλυβα με νέες ράβδους (προσδιορισμός της χημικής σύστασης)
- Στον προσδιορισμό της κατάστασης του χάλυβα από πλευράς διάβρωσης (επιφανειακή κατάσταση ράβδων, πάχος οξειδίων, ηλεκτρικό δυναμικό του χάλυβα και ηλεκτρική αντίσταση του σκυροδέματος, βάθος ενανθράκωσης του σκυροδέματος, βάθος προσβολής του σκυροδέματος από χλωριόντα και ποσότητά τους κ.λπ.).
- Στην αποτύπωση της θέσης, της διάταξης, της διαμέτρου και άλλων λεπτομερειών των οπλισμών.
Επισήμανση: Οι έλεγχοι σε υφιστάμενες κατασκευές είναι σποραδικοί, έχουν αυξημένη αβεβαιότητα και, πάντως, δεν μπορούν να εξασφαλίσουν την πλήρη και ακριβή διάγνωση της καταστάσεως του έργου, ούτε να υποκαταστήσουν τους συμβατικούς ελέγχους συμμορφώσεως, που δεν είχαν γίνει κατά την κατασκευή τους. Γι’ αυτό και είναι αναγκαία η τήρηση πλήρους αρχείου, κατά τη φάση της ανέγερσης (σχέδια “όπως κατασκευάσθηκε”, αρχείο ποιοτικών ελέγχων κ.λπ.), ώστε να είναι διαθέσιμα επαρκή στοιχεία, σε περίπτωση μελλοντικών επεμβάσεων, για οποιονδήποτε λόγο.
Κατά κανόνα, οι έλεγχοι των χαλύβων οπλισμού σκυροδέματος εντάσσονται στο πλαίσιο ενός γενικότερου ελέγχου της υφιστάμενης κατασκευής (βλ. και Κανονισμό Επεμβάσεων - ΚΑΝΕΠΕ).
Οι έλεγχοι διακρίνονται σε:
- Αυτοψίες - επιθεωρήσεις (μακροσκοπικοί έλεγχοι χωρίς όργανα)
- Ενόργανους ελέγχους (επί τόπου του έργου ή στο εργαστήριο)
Π7.2 Αυτοψία - επιθεωρήσεις
Οποιοσδήποτε έλεγχος πρέπει να ξεκινήσει από αυτοψία της κατασκευής. Η αυτοψία είναι απαραίτητη για τον καθορισμό του είδους και της έκτασης των ελέγχων που θα πρέπει να διενεργηθούν για να εκτιμηθεί η κατάσταση της υπάρχουσας κατασκευής και, εν συνεχεία, για να προσδιορισθεί το είδος και ο βαθμός επέμβασης για την αποκατάσταση ή την απόκτηση της επιθυμητής φέρουσας ικανότητας. Γι’ αυτό πρέπει να εκτελείται με μεγάλη επιμέλεια και προσοχή, από Μηχανικό με την αναγκαία (για την εκάστοτε εξεταζόμενη περίπτωση) γνώση και πείρα. Συνιστάται η αποτύπωση των ευρημάτων της αυτοψίας σε σχέδια και σε Τεχνική Έκθεση, τα οποία θα συμπληρωθούν με τα στοιχεία που θα προκύψουν από τους ελέγχους που θα ακολουθήσουν.
Προ της αυτοψίας, επιβάλλεται να αναζητηθούν τυχόν υπάρχοντα στοιχεία της κατασκευής, όπως (ενδεικτικά):
- Σχέδια και υπολογισμοί που συνοδεύουν την Οικοδομική Άδεια
- Κατασκευαστικά σχέδια εφαρμογής, επιμετρητικά σχέδια, σχέδια “όπως κατασκευάσθηκε”, επιμετρήσεις, πρωτόκολλα παραλαβής κ.λπ.
- Ιστορικό εκτέλεσης του έργου, περίοδος κατασκευής
- Πληροφορίες για τυχόν φθορές ή βλάβες που έγιναν στο παρελθόν από οποιαδήποτε αιτία (σεισμό, πυρκαγιά, κακή χρήση, τυχηματικές δράσεις, περιβαλλοντικές προσβολές κλπ.) και για τις ενδεχόμενες προηγούμενες επεμβάσεις (επισκευές ή ενισχύσεις)
- Πληροφορίες και παρατηρήσεις από τους χρήστες του έργου (ρωγμές, παραμορφώσεις και βέλη, διάβρωση, αποκολ-λήσεις κ.λπ., καθώς και στοιχεία για τη χρονική τους εξέλιξη κ.λπ.)
- Πληροφορίες για την τυχόν κατασκευή σημαντικών έργων στην περιοχή και τον τρόπο εκτέλεσης αυτών (βαθιές εκσκαφές, υποσκαφές, δονήσεις, εκρήξεις, σημαντικά φορτία σε άμεση γειτνίαση, κ.λπ.).
Κατά την αυτοψία απαιτείται συνήθως, η εκτέλεση ορισμένων επιτόπου μετρήσεων διαστάσεων, διατομών, διαμέτρων ράβδων οπλισμού, εύρους ρωγμών, υποχωρήσεων, αποκλίσεων από την κατακόρυφο κ.λπ.. Τούτο σημαίνει ότι πρέπει να διατίθεται ο κατάλληλος στοιχειώδης (τουλάχιστον) εξοπλισμός. Χρήσιμη για την αποτύπωση είναι η χρήση φωτογραφικής μηχανής και κάμερας.
Με την αυτοψία μπορεί ακόμα να εκτιμηθεί αδρομερώς ο βαθμός διαβρώσεως του χάλυβα, από την εμφάνισή του (στις θέσεις που είναι εμφανής ή θα αποκαλυφθεί γι’ αυτόν τον σκοπό), από την ύπαρξη ρωγμών ή αποκολλήσεων του σκυροδέματος επικαλύψεως κλπ. Μπορεί επίσης να εκτιμηθεί η θερμοκρασία πυρκαγιάς (αν συνέβη), από την τήξη πλαστικών και μετάλλων, την ασβεστοποίηση αδρανών κλπ., και ακόμα η υστέρηση ή ανεπάρκεια δομικών στοιχείων (ρωγμές, παραμορφώσεις κλπ.), ο βαθμός βλάβης από σεισμό κλπ.
Με βάση τα συμπεράσματα της αυτοψίας και τις όποιες πληροφορίες καταστεί δυνατόν να συγκεντρωθούν, θα γίνει η επισήμανση ενδεχομένων προβλημάτων, καθώς και μια αρχική αξιολόγηση της κατάστασης του έργου, με βάση την οποία θα εκτιμηθεί η ανάγκη, το είδος και ο αριθμός των περαιτέρω ελέγχων.
Π7.3 Έλεγχοι και δειγματοληψίες
Στον Πιν. Π7-1 παρουσιάζονται οι πλέον διαδεδομένοι έλεγχοι (εργαστηριακοί ή επί τόπου) και οι αντίστοιχες προσδιοριζόμενες ιδιότητες. Το είδος και το πλήθος των δοκιμών και μετρήσεων που θα απαιτηθούν εξαρτώνται από το μέγεθος, την αξία και την σπουδαιότητα του έργου, από την ενδεχόμενη διαπίστωση ακραίων περιπτώσεων τρωτότητας ή έντονων και εκτεταμένων φθορών/ βλαβών, καθώς και από το είδος και την έκταση των ενδεχομένως σχεδιαζόμενων αλλαγών ή τροποποιήσεων χρήσεως, επισκευών ή ενισχύσεων κ.λπ.
Η δειγματοληψία πρέπει να είναι αντιπροσωπευτική, καθώς ενδέχεται τα διάφορα τμήματα της κατασκευής να έχουν κατασκευασθεί σε διαφορετικές χρονικές περιόδους ή/και με τη χρήση διαφορετικών υλικών ή να έχουν υποστεί την επίδραση διαφορετικών δράσεων.
Η λήψη δοκιμίων χάλυβα από υφιστάμενη κατασκευή πρέπει να γίνεται με τέτοιο τρόπο και από τέτοιες θέσεις, ώστε να προκαλείται η μικρότερη δυνατή βλάβη στην κατασκευή. Ως καταλληλότερες θέσεις αναφέρονται οι αναμονές των υποστυλωμάτων και τοιχωμάτων, οι περιοχές στις οποίες η ένταση είναι μικρή (λ.χ. πλάκες), και τέλος οι περιοχές οι οποίες προβλέπεται, έτσι κι’ αλλιώς, να ενισχυθούν ή να επισκευασθούν.
Σε κάθε περίπτωση επιβάλλεται η πλήρης αποκατάσταση των κάθε είδους τομών, οπών κ.λπ. που θα προκληθούν κατά τις αποτυπώσεις και τις λήψεις των δοκιμίων, σε όλα τα στοιχεία (φέροντα και μη), με δόκιμα υλικά και τεχνικές. Οι αποκαταστάσεις πρέπει να γίνονται αμέσως μετά την ολοκλήρωση των αποτυπώσεων και διερευνήσεων, και να μην αναβάλλεται η εκτέλεσή τους για τη φάση των μετέπειτα ενδεχόμενων δομητικών επεμβάσεων (επισκευών - ενισχύσεων).
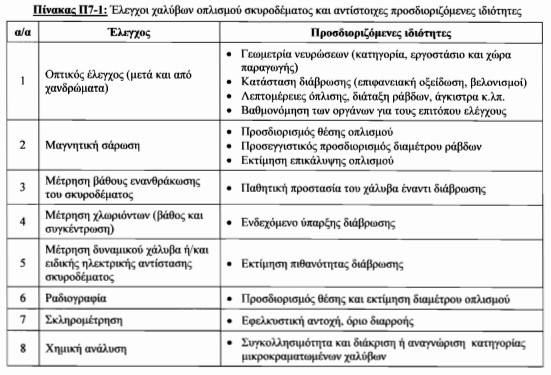
 Οι πιο πάνω έλεγχοι, δεν είναι όλοι αναγκαίοι σε κάθε περίπτωση. Ο Μελετητής θα προσδιορίσει ποιοι έλεγχοι είναι απαραίτητοι και σε ποια έκταση, ανάλογα με τη σημασία του έργου, το είδος και την έκταση της σκοπούμενης επέμβασης, τις συνθήκες περιβάλλοντος, τον εμφανιζόμενο ή εκτιμώμενο βαθμό προσβολής, την αιτία της φθοράς ή βλάβης και τις απαιτήσεις της μελέτης. Ο Μελετητής θα αποφασίσει επίσης και θα προτείνει το πλήθος των δοκιμίων κάθε ελέγχου, τις θέσεις λήψεως, τις μεθόδους και τεχνικές αποκατάστασης κ.λπ., τέλος δε θα αξιολογήσει τα αποτελέσματα των ελέγχων συνεκτιμώντας τις ενδείξεις στο σύνολό τους.
Οι πιο πάνω έλεγχοι, δεν είναι όλοι αναγκαίοι σε κάθε περίπτωση. Ο Μελετητής θα προσδιορίσει ποιοι έλεγχοι είναι απαραίτητοι και σε ποια έκταση, ανάλογα με τη σημασία του έργου, το είδος και την έκταση της σκοπούμενης επέμβασης, τις συνθήκες περιβάλλοντος, τον εμφανιζόμενο ή εκτιμώμενο βαθμό προσβολής, την αιτία της φθοράς ή βλάβης και τις απαιτήσεις της μελέτης. Ο Μελετητής θα αποφασίσει επίσης και θα προτείνει το πλήθος των δοκιμίων κάθε ελέγχου, τις θέσεις λήψεως, τις μεθόδους και τεχνικές αποκατάστασης κ.λπ., τέλος δε θα αξιολογήσει τα αποτελέσματα των ελέγχων συνεκτιμώντας τις ενδείξεις στο σύνολό τους.
Π7.4 Διαδικασία ελέγχων
Π7.4.1 Προσδιορισμός των μηχανικών χαρακτηριστικών
Τα μηχανικά χαρακτηριστικά μπορεί να προσδιορισθούν με τους εξής ελέγχους:
- Οπτικός έλεγχος. Με τον οπτικό έλεγχο, μπορεί να γίνει μια κατ’ αρχήν εκτίμηση της τεχνικής κατηγορίας του χάλυβα, με κριτήριο την ύπαρξη ή μη νευρώσεων και με τη γεωμετρία των νευρώσεων. Για τον σκοπό αυτό, είναι χρήσιμες οι πληροφορίες που δίνονται στο εδάφιο Β του παρόντος Παραρτήματος για τη σήμανση και τα χαρακτηριστικά των χαλύβων παλαιοτέρων τυποποιήσεων. Επίσης, μπορεί να διαπιστωθεί εάν ο χάλυβας είναι ΘΕ-Θ, χωρίς αποκοπή δείγματος, με λείανση του άκρου μιας αναμονής και κατόπιν προσβολή με Nital (βλ. και Παραγρ. 3.4 του Κεφ. 4).
- Δοκιμή εφελκυσμού. Είναι η πλέον άμεση μέθοδος για την διαπίστωση των μηχανικών χαρακτηριστικών του χάλυβα, προϋποθέτει όμως την αποκοπή τμήματος ράβδου μήκους περίπου 50cm και την αποστολή του σε εργαστήριο. Όταν δεν υπάρχει δυνατότητα αποκοπής τεμαχίου με μήκος επαρκές για την συμβατική δοκιμή εφελκυσμού, μπορεί να γίνει έλεγχος και σε δοκίμιο μικρότερου μήκους, κατόπιν συνεννοήσεως με το εργαστήριο δοκιμών. Στην περίπτωση αυτή, το όριο διαρροής και η εφελκυστική αντοχή μπορεί να υπολογισθούν με ακρίβεια, αλλά η παραμόρφωση θραύσης ενδέχεται να μην εκτιμηθεί σωστά.
- Σκληρομέτρηση. Μπορεί να διεξαχθεί είτε στο εργαστήριο, με αποκοπή ενός μικρού τεμαχίου χάλυβα (π.χ. μήκους 3cm), είτε επιτόπου του έργου με την χρήση φορητών σκληρομέτρων (μικρότερης ακρίβειας σε σχέση με τα όργανα εργαστηρίου).
Η σκληρομέτρηση είναι έμμεση μέθοδος με την οποία επιτυγχάνεται σχετικά καλή εκτίμηση της εφελκυστικής αντοχής (με ακρίβεια άνω του 90%) και του ορίου διαρροής. Δεν παρέχεται η δυνατότητα άμεσης εκτίμησης της παραμόρφωσης θραύσης.
Για χάλυβες των κατηγοριών ΘΕ-Χ, ΨΚ-Ο και ΨΚ-Σ ισχύουν με ικανοποιητική προσέγγιση (μεγαλύτερη του 90%) οι σχέσεις:
ft (MPa) ≈ 3,40 έως 3,46 HV (σκληρότητα Vickers)
fy (MPa) ≈ 3,27 HV
Παρότι για τους χάλυβες ΘΕ-Θ (π.χ. Tempcore) οι παραπάνω σχέσεις είναι λιγότερο ακριβείς, ωστόσο, και για την κατηγορία αυτή η σκληρομέτρηση παρέχει σημαντική πληροφόρηση για τις ιδιότητες του υλικού και αποτελεί πάντα μια χρήσιμη μέθοδο. Σημειώνεται ότι με τη μέτρηση της σκληρότητας σε τομή ράβδου ΘΕ-Θ, μπορεί να υπολογισθεί το βάθος της μαρτενσιτικής βαφής και οι ζώνες αντοχής που δημιουργούνται με τη θερμική κατεργασία.
- Έλεγχος μικρογραφικής μορφής (δομής). Είναι επίσης έμμεση μέθοδος μεγαλύτερης ακρίβειας αλλά και μεγαλύ-τερης δυσκολίας από τη σκληρομέτρηση και γι’ αυτό θα πρέπει να γίνεται από εξειδικευμένο εργαστήριο μεταλλο-γραφίας. Με τη μέθοδο αυτή είναι δυνατόν να προσδιορισθεί, με μεγάλη ακρίβεια, τόσο η εφελκυστική αντοχή, όσο και η παραμόρφωση θραύσης. Απαιτείται η λήψη δοκιμίου μικρού μήκους (περίπου 2cm), αντιπροσωπευτικού της ράβδου.
Η μικρογραφική μορφή εξετάζεται σε μεταλλογραφικό μικροσκόπιο στο εργαστήριο ή, σε εξαιρετικές περιπτώσεις, με τη βοήθεια μεγεθυντικής διάταξης επί τόπου, έπειτα από κατάλληλη προετοιμασία της επιφάνειας του μετάλλου (λείανση, χημική προσβολή). Με την εξέταση αυτή επιδιώκεται η αναγνώριση των μικρογραφικών συστατικών (φάσεων, κρυστάλλων κ.λπ. - βλ. Παράρτημα Π1) του μετάλλου, και η σύγκριση των μορφών με εκείνες που αντιστοιχούν σε συγκεκριμένους τύπους χαλύβων. Η αναγνώριση της μικρογραφικής μορφής μπορεί να δώσει πληροφορίες που επιτρέπουν με ικανοποιητική ακρίβεια την εκτίμηση των μηχανικών ιδιοτήτων. Ενδεικτικά αναφέρεται ότι σε χάλυβες της κατηγορίας ΘΕ-Χ αναμένεται να παρατηρηθούν, ως κύρια μικρογραφικά χαρακτηριστικά, φερρίτης και περλίτης. Για τους χάλυβες ΘΕ-Θ η μικρογραφική μορφή είναι πλέον σύνθετη και παρουσιάζεται στο Σχ. Π7-1(δ)
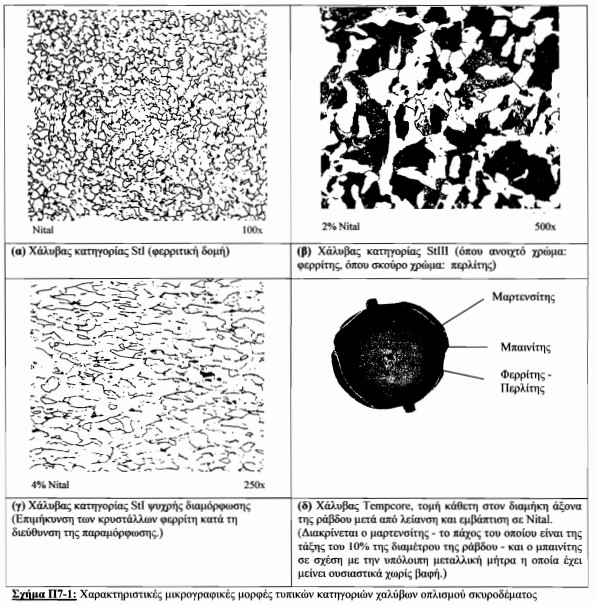 Ανεξάρτητα από τη χρησιμοποιηθείσα μέθοδο, κατά την αξιολόγηση των αποτελεσμάτων, πρέπει να συνεκτιμάται εάν το τμήμα της κατασκευής από το οποίο ελήφθη το δείγμα της ράβδου, είχε υποστεί επιρροή από διάβρωση ή έντονες καταπονήσεις από σεισμούς ή άλλες δράσεις π.χ. πυρκαγιά.
Ανεξάρτητα από τη χρησιμοποιηθείσα μέθοδο, κατά την αξιολόγηση των αποτελεσμάτων, πρέπει να συνεκτιμάται εάν το τμήμα της κατασκευής από το οποίο ελήφθη το δείγμα της ράβδου, είχε υποστεί επιρροή από διάβρωση ή έντονες καταπονήσεις από σεισμούς ή άλλες δράσεις π.χ. πυρκαγιά.
Π7.4.2 Έλεγχος της συγκολλησιμότητας
Ο έλεγχος της συγκολλησιμότητας θα γίνεται με χημική ή φασματοσκοπική ανάλυση για τον προσδιορισμό της χημικής σύστασης του κράματος, σε μικρό τμήμα ράβδου (αρκεί μήκος περίπου 2cm), το οποίο αποστέλλεται σε ειδικευμένο εργαστήριο (η μέθοδος είναι απλή, φθηνή και ακριβής). Πάντως, μια κατ’ αρχήν εκτίμηση της συγκολλησιμότητας του χάλυβα μπορεί να γίνει με έλεγχο της διάταξης των νευρώσεων της ράβδου. Αν από τον έλεγχο προκύψει ότι η ράβδος ανήκει στις κατηγορίες S500s, Β500Α ή B500C τότε κατά τεκμήριο είναι συγκολλήσιμη. Πάντως, επειδή η αντιστοίχιση της διάταξης των νευρώσεων με την τεχνική κατηγορία μπορεί να μην είναι μοναδική (ιδιαίτερα στις παλαιότερες κατηγορίες) καλόν είναι να γίνεται επιβεβαίωση με χημική ανάλυση. Επίσης, οι λείες ράβδοι (συνήθως StI και S220) θεωρούνται συγκολλήσιμες. Επειδή όμως δεν προβλέπονταν περιορισμοί στην χημική σύσταση των χαλύβων αυτών, θα πρέπει η συγκολλησιμότητα να επιβεβαιώνεται με τη χημική σύστασή τους.
Π7.4.3 Έλεγχος της κατάστασης του χάλυβα από πλευράς διάβρωσης και ανθεκτικότητας
Η κατάσταση του χάλυβα από πλευράς διάβρωσης εκτιμάται κατ’ αρχάς με τον οπτικό έλεγχο. Αν η διαδικασία σχηματισμού οξειδίων του σιδήρου έχει ήδη προχωρήσει, τότε το πιθανότερο είναι τα αποτελέσματα της οξείδωσης να είναι ορατά στην επιφάνεια του σκυροδέματος (ακόμη και αν ο χάλυβας βρίσκεται στο εσωτερικό του σκυροδέματος) από τις κηλίδες σκουριάς, από τη διόγκωση (τα οξείδια του σιδήρου έχουν μεγαλύτερο όγκο από την αντίστοιχη ποσότητα μετάλλου από το οποίο προήλθαν) και από τις χαρακτηριστικές ρωγμές (παράλληλα προς τον οπλισμό) που προκαλεί η διόγκωση.
Σ’ αυτή την περίπτωση, πρέπει να ερευνηθεί η έκταση του φαινομένου και η ανάγκη λήψης μέτρων. Για τον σκοπό αυτό:
- Θα αποκαλυφθεί τοπικά η ράβδος ή οι ράβδοι του οπλισμού, με τρόπο που να καθίσταται εφικτή η διαπίστωση της βλάβης
- Θα εκτιμηθεί ο βαθμός προσβολής, κατ’ αρχάς οπτικά ή και με μέτρηση της απώλειας διατομής της ράβδου (βλ. Σημείωση παρακάτω).
Αν εκτιμηθεί ότι από την προσβολή έχει μειωθεί ουσιαστικά η διατομή ή η συνάφεια ή η γεωμετρία των νευρώσεων, θα πρέπει να γίνει επέμβαση αποκατάστασης. Ενδεικτικά σημειώνεται ότι η μείωση της διατομής κατά 5% ή της διαμέτρου κατά 0,5mm, θα μπορούσε να οδηγήσει ενδεχομένως σε επέμβαση. Η ενδεχόμενη αλλοίωση της γεωμετρίας των νευρώσεων θα εκτιμηθεί οπτικά ή με κάθε άλλον πρόσφορο τρόπο (βλ. Bulletin CEB 162 Assessment of concrete structures and design procedures for upgrading).
Οι υποδείξεις ισχύουν μόνο για την περίπτωση τοπικής βλάβης και μόνο σε αδυναμία εκτέλεσης ακριβέστερων εργαστηριακών ελέγχων. Το πλήθος αυτών των θέσεων και το είδος των δομικών στοιχείων στα οποία εμφανίζονται, θα ληφθούν υπόψη στην λήψη της τελικής απόφασης, για τον βαθμό και την έκταση της επέμβασης.
Σημείωση
α) Σε περιπτώσεις οπλισμού χωρίς νευρώσεις, μετριέται η διάμετρος της ράβδου στη θέση με την εντονότερη διάβρωση και σε θέση που δεν έχει υποστεί διάβρωση, για να διαπιστωθεί και να προσδιορισθεί η ενδεχόμενη μείωση της διατομής. Λαμβάνεται υπ’ όψη η ανοχή απόκλισης από την ονομαστική διατομή.
β) Σε περιπτώσεις οπλισμού με νευρώσεις, η εκτίμηση γίνεται στην περιοχή με την εντονότερη διάβρωση:
- Αν είναι εφικτό και άνευ κινδύνου, γίνεται απότμηση τμήματος της διαβρωμένης ράβδου και διενεργείται εργαστηριακός έλεγχος.
- Αν δεν είναι δυνατόν να ληφθεί δείγμα οξειδωμένου οπλισμού με νευρώσεις, γίνεται μέτρηση της απομένουσας διατομής. χωρίς να αγνοηθεί ότι η διάμετρος του “κορμού’’ της ράβδου (χωρίς τις νευρώσεις) είναι μικρότερη από την ονομαστική διάμετρο της ράβδου.
Στην πράξη, ενδιαφέρον παρουσιάζουν και οι περιπτώσεις κατά τις οποίες ο χάλυβας δεν παρουσιάζει μεν ακόμα επιφανειακή διάβρωση, αλλά έχουν επιδεινωθεί τόσο οι συνθήκες περιβάλλοντος, ώστε να τίθεται σε αμφιβολία η ανθεκτικότητά του. Τέτοιες είναι οι περιπτώσεις κατά τις οποίες το βάθος ενανθράκωσης του σκυροδέματος πλησιάζει τη θέση των οπλισμών ή όταν τα χλωριόντα έχουν εισχωρήσει στο σκυρόδεμα μετά τη σκλήρυνσή του. Όταν το σκυρόδεμα γύρω από τον χάλυβα ενανθρακωθεί, τότε ως γνωστόν χάνεται η παθητική προστασία έναντι διαβρώσεως που προσφέρει στον χάλυβα το αλκαλικό περιβάλλον του σκυροδέματος, οπότε η (ομοιόμορφη) διάβρωση του χάλυβα είναι σχεδόν βέβαιη. Τα χλωριόντα είναι επίσης υπεύθυνα για την διάβρωση με βελονισμούς (φαινόμενο πιο επικίνδυνο). Για την εκτίμηση του κινδύνου ή/και του βαθμού εξέλιξης της διάβρωσης του χάλυβα, μπορούν να γίνουν οι εξής έλεγχοι:
- Μέτρηση βάθους ενανθράκωσης του σκυροδέματος. Σε επιφάνεια σκυροδέματος (στεγνή κατά το δυνατόν), η οποία δημιουργήθηκε πρόσφατα με αφαίρεση του επιφανειακού στρώματος (συνήθως μέχρι τον οπλισμό) ψεκάζεται διάλυμα φαινολοφθαλείνης (άχρωμο). Ο βαθμός ενανθράκωσης προσδιορίζεται από την αλλαγή του χρώματος της φαινολοφθαλεΐνης. Το υγιές σκυρόδεμα, με ρΗ>9, προσδίδει χρώμα κόκκινο, ενώ το ενανθρακωμένο. με ρΗ<9, δεν επιφέρει χρωματισμό. Μπορεί έτσι να μετρηθεί το πάχος του επιφανειακού σκυροδέματος που έχει υποστεί ενανθράκωση.
Η μέτρηση μπορεί να γίνει επίσης με ψεκασμό διαλύματος στην παράπλευρη επιφάνεια πυρήνα σκυροδέματος, ο οποίος μόλις έχει αποκοπεί από την υπό εξέταση περιοχή.
Τέλος, για έναν σημειακό προσδιορισμό του βάθους ενανθράκωσης, μπορεί να εφαρμοσθεί και η ακόλουθη τεχνική: Διανοίγεται μικρή οπή (π.χ. Φ8πιιη) στο στοιχείο με ηλεκτρικό δράπανο, συλλέγεται η σκόνη η οποία ψεκάζεται με το διάλυμα φαινολοφθαλείνης. Αν η σκόνη δεν αλλάξει χρώμα, σημαίνει ότι η ενανθράκωση έχει προχωρήσει μέχρι το διατρηθέν βάθος. Συνεχίζεται η διάτρηση στην ίδια οπή μέχρις ότου προκόψει ερυθρή απόχρωση το οποίο σημαίνει ότι το σκυρόδεμα στην συγκεκριμένη θέση είναι υγιές.
- Μέτρηση περιεκτικότητας χλωριόντων. Για τον σκοπό αυτό αποκόπτονται τεμάχια σκυροδέματος, από την περιοχή της επικάλυψης των οπλισμών, και αποστέλλονται σε ειδικευμένο εργαστήριο, όπου συνήθως μετριέται η συνολική ποσότητα χλωριόντων (ελεύθερων και δεσμευμένων) κατά βάρος σκυροδέματος.
Σημείωση: Στο σημείο αυτό πρέπει να αναφερθούν τα εξής:
-Δεν υπάρχουν σαφή όρια, για την κατά βάρος τσιμέντου περιεκτικότητα ελεύθερων χλωριόντων, η υπέρβαση των οποίων οδηγεί σε διάβρωση των οπλισμών. Τα μόνα όρια, και αυτά όχι διεθνώς αποδεκτά, αφορούν την παρουσία των χλωριόντων στην αρχική σύνθεση του σκυροδέματος τα οποία οφείλονται στα συστατικά στοιχεία του σκυροδέματος (αδρανή, νερό κ.λπ.). Ενδεικτικά αναφέρεται ότι, κατά το BS 8110: Part 1:1985 και το ΕΝ 206. το όριο αυτό ορίζεται σε 0.4% κ.β. τσιμέντου. Όσον όμως αφορά τα χλωριόντα που έχουν εισχωρήσει στο σκυρόδεμα μετά την σκλήρυνσή του. είναι ακόμη δυσκολότερο να καθορισθεί όριο, κάτω του οποίου δεν υπάρχει διάβρωση του οπλισμού, διότι το όριο αυτό εξαρτάται από ένα πλήθος παραγόντων, των οποίων η δράση δεν είναι ακόμη πλήρως κατανοητή. Ενδεικτικά, το ACI 222R-85 προτείνει ως μέγιστη συγκέντρωση χλωριόντων διαλυτών στο νερό, σε ήδη σκληρυμένο σκυρόδεμα ηλικίας 28 ημερών και για σκυρόδεμα το οποίο θα προστατεύεται από την υγρασία: 1,0% κ.β. τσιμέντου (Τάσιος, Αλιγιζάκη: 1993 «Ανθεκτικότητα ωπλισμένου σκυροδέματος).
- Δεν είναι τα συνολικά χλωριόντα (δεσμευμένα και ελεύθερα) τα οποία είναι υπεύθυνα για τη διάβρωση του οπλισμού (Neville: 1995 «Properties of concrete»). Από τα συνολικά χλωριόντα που υπάρχουν στο σκληρυμένο σκυρόδεμα, ένα μέρος είναι χημικώς δεσμευμένο από τα προϊόντα της ενυδάτωσης του τσιμέντου, ένα άλλο μέρος είναι φυσικώς δεσμευμένο στην επιφάνεια των πόρων του τσιμεντοπολτού, και είναι το τρίτο μέρος, που είναι ελεύθερο, το οποίο είναι το υπεύθυνο για την διάβρωση του οπλισμού. Το ποσοστό των ελεύθερων χλωριόντων ως προς τα συνολικά μπορεί να κυμαίνεται από 20% έως 50% των συνολικών χλωριόντων (Neville: 1995 «Properties of concrete»). Στις χημικές αναλύσεις όμως εκείνο το οποίο συνήθως μετριέται είναι το συνολικό ποσοστό χλωριόντων.
- Τέλος, αν τα ποσοστά των χλωριόντων αναφέρονται κατά βάρος σκυροδέματος, τότε θα πρέπει να γίνει αναγωγή σε βάρος τσιμέντου γνωρίζοντας την περιεκτικότητα σε τσιμέντο του σκυροδέματος (π.χ. 300kg/m') καθώς και το ειδικό βάρος του άοπλου σκυροδέματος (π.χ. 2200 έως 2300 kg/m3).
- Η ενανθράκωση και η διείσδυση χλωριόντων δεν είναι ανεξάρτητες διαδικασίες, καθότι η πρώτη επιταχύνει σημαντικά τη δεύτερη. To Ca(OH)2 του στερεού ιστού του σκληρυμένου τσιμεντοπολτού αντιδρά με τα χλωριόντα και τα δεσμεύει, περιορίζοντας την ποσότητα αυτών που διαχέονται προς τον οπλισμό κάτω από την οριακή συγκέντρωση του 0,4% έως 0,6% που απαιτείται για τη διάτρηση του προστατευτικού οξειδίου. Όταν όμως το υδροξείδιο του ασβεστίου μετατραπεί με την ενανθράκωση σε CaCO3, τα χλωριόντα που έχει δεσμεύσει ελευθερώνονται και διατίθενται πλέον για την προσβολή του χάλυβα.
- Έμμεσες ηλεκτροχημικές μέθοδοι όπως η μέτρηση δυναμικού του χάλυβα, η σύνταξη καμπύλών πόλωσης, η μέτρηση της αντίστασης του σκυροδέματος και η μέτρηση της αντίστασης πόλωσης με τις οποίες εκτιμάται η πιθανότητα διάβρωσης του χάλυβα. Ενδεικτικά αναφέρεται ότι κατά το ASTM C 876-87, ανάλογα με το μέγεθος της διαφοράς δυναμικού, Ε, μπορεί να λεχθεί ότι:
- Όταν Ε > -200 mVcse, με πιθανότητα 90% δεν συμβαίνει διάβρωση
- Οταν Ε < -350 mVcse, με πιθανότητα 90% συμβαίνει διάβρωση
- Όταν -200 mVcse > Ε > -350 mVcse, δεν είναι βέβαιο αν συμβαίνει ή όχι διάβρωση.
Το ηλεκτρικό δυναμικό χάλυβα-σκυροδέματος μετριέται με ειδικά ηλεκτρόδια χαλκού - θειικού χαλκού. Η μέθοδος είναι απλή και γρήγορη, όχι ιδιαιτέρως ακριβή, απαιτεί όμως ειδίκευση τόσο στην εφαρμογή όσο και στην ερμηνεία των αποτελεσμάτων.
Π7.4.4 Γεωμετρική αποτύπωση των οπλισμών (θέση, διάμετρος, διάταξη)
Η γεωμετρική αποτύπωση περιλαμβάνει, μεταξύ των άλλων:
- Τον προσδιορισμό της διαμέτρου, της απόστασης και της επικάλυψης των ράβδων
- Τον έλεγχο της επάρκειας των αγκυρώσεων, των ενώσεων με παράθεση (ιδιαιτέρως στις αναμονές).
Κατά την γεωμετρική αποτύπωση, καλόν είναι να ελεγχθεί και η ύπαρξη ενδεχόμενων χονδροειδών κακοτεχνιών, όπως οι απομίξεις, η ύπαρξη κενών-φωλεών, η ύπαρξη πλημμελών αρμών διακοπής σκυροδέτησης κ.λπ. Κατά τη γεωμετρική αποτύπωση, εφόσον υπάρχει ο φάκελος του έργου συνεκτιμώνται τα στοιχεία της μελέτης, τα κατασκευαστικά σχέδια κλπ„ και, αναλόγως, εφαρμόζονται οι σχετικές διατάξεις του Κανονισμού Επεμβάσεων (ΚΑΝΕΠΕ).
Η γεωμετρική αποτύπωση διευκολύνεται με την χρήση και των εξής μη καταστροφικών μεθόδων:
- Μαγνητική σάρωση. Με τη χρήση μαγνητομέτρων, εκτιμάται αρκετά καλά το πλήθος και η θέση των επιφανειακών ράβδων και το πάχος της επικάλυψης ενώ, με μικρότερη ακρίβεια, μπορεί να εκτιμηθεί και η διάμετρος της ράβδου. Η ακρίβεια κατά τον υπολογισμό της επικάλυψης εξαρτάται και από την παρουσία άλλων ράβδων πλησίον της εξεταζόμενης. Αν μάλιστα η απόσταση δύο διαδοχικών ράβδων είναι μικρότερη από μια κρίσιμη απόσταση, τότε το όργανο τις αντιλαμβάνεται ως μια ράβδο. Η κρίσιμη αυτή απόσταση εξαρτάται από την επικάλυψη (αυξάνεται αυξανομένης της επικάλυψης) αλλά και από τα χαρακτηριστικά του οργάνου. Επίσης, στην περίπτωση δύο επάλληλων στρώσεων οπλισμού, η δεύτερη στρώση δεν είναι δυνατόν να διακριθεί επειδή το σήμα από την πρώτη στρώση είναι πολύ ισχυρότερο του σήματος της δεύτερης στρώσης. Πάντως έχουν αναφερθεί ανιχνεύσεις μήκους παράθεσης ράβδων που βρίσκονται σε επαφή. Η μέθοδος είναι απλή, γρήγορη και φθηνή, σχετικής ακρίβειας.
- Ραδιογραφίες. Η εκτέλεσή τους απαιτεί εξειδικευμένο προσωπικό, κατάλληλο εξοπλισμό και αδειοδότηση από την ΕΕΑΕ. Η τυπική διάταξη αποτελείται από ραδιενεργό πηγή στην μία πλευρά του προς εξέταση αντικειμένου, και κατάλληλο ραδιογραφικό φίλμ στην άλλη πλευρά. Η επιλογή της πηγής εξαρτάται από το πάχος του στοιχείου. Ενδεικτικά αναφέρεται ότι οι ακτίνες X χρησιμοποιούνται για πάχη έως 30cm, το ιρίδιο192 για πάχη έως 35cm, το κοβάλτιο60 για πάχη έως 60cm και οι γραμμικοί επιταχυντές (LINAV) για πάχη έως και 2,00m. Με σύγχρονο εξοπλισμό και τεχνικές της στερεοσκοπικής ραδιογραφίας (CR: computed radiographs, φωτοερμηνεία μέσω ηλεκτρονικού υπολογιστή με χρήση ειδικών αλγορίθμων) επιτρέπεται ο προσδιορισμός της θέσης του οπλισμού, με ικανοποιητική ακρίβεια, και ο βαθμός απομείωσης της διαμέτρου των ράβδων οπλισμού, με αρκετή ακρίβεια. Η μέθοδος προσφέρεται ιδιαίτερα για τον έλεγχο τενόντων προέντασης.
Επισήμανση: Σε κάθε περίπτωση επιβάλλεται οι ενόργανες γεωμετρικές αποτυπώσεις να συνδυάζονται και επιβεβαιώνονται με πρόσθετες διερευνητικές τομές και χαντρώματα στα δομικά στοιχεία τα οποία ελέγχονται.
Μέρος Β. Ιστορικό, σήμανση και χαρακτηριστικά παλαιοτέρων κατηγοριών χαλύβων οπλισμού σκυροδέματος (Χ.Ο.Σ.)
Π7.5 Σήμανση και χαρακτηριστικά Χ.Ο.Σ.
1) Το 1954 θεσπίσθηκε με Β.Δ. ο "Κανονισμός δια την Μελέτην και Εκτέλεσιν Οικοδομικών Έργων εξ Ωπλισμένου Σκυροδέματος", που δημοσιεύθηκε στο ΦΕΚ 160Α-1954. Στον Πιν. Π7-2 φαίνονται οι κατηγορίες χαλύβων που επιτρεπόταν να παραχθούν και να χρησιμοποιηθούν με βάση αυτές τις κανονιστικές διατάξεις, οι τρόποι παραγωγής τους και τα μηχανικά τους χαρακτηριστικά. Στο Β.Δ. δεν υπήρχε πρόβλεψη για διάκριση των διαφορετικών κατηγοριών Χ.Ο.Σ. με νευρώσεις με βάση τη διάταξη των νευρώσεων.
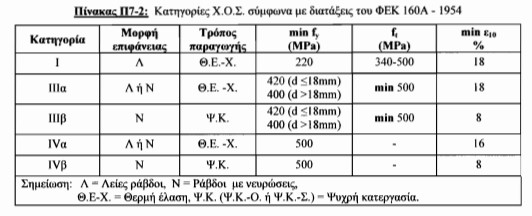 2) Το 1969 εκδόθηκε το Ευρωπαϊκό Πρότυπο EU 80-69 που αναφερόταν σε χάλυβες μη συγκολλήσιμους (ή συγκολλήσιμους υπό προϋποθέσεις) και δεν είχε κανένα περιορισμό στη χημική σύσταση του προϊόντος. Για πρώτη φορά παρουσιάζεται και καθιερώνεται τρόπος σήμανσης για την αναγνώριση των διαφορετικών κατηγοριών Χ.Ο.Σ. και της προέλευσής τους (χώρα και μονάδα παραγωγής) με βάση τη διάταξη των νευρώσεων (βλ. Σχ. Π7-2α και Π7-2β). Με την ύπαρξη ενισχυμένων νευρώσεων σχηματίζονται τρία πεδία A, Β, C κανονικών νευρώσεων με τα οποία δηλώνεται:
2) Το 1969 εκδόθηκε το Ευρωπαϊκό Πρότυπο EU 80-69 που αναφερόταν σε χάλυβες μη συγκολλήσιμους (ή συγκολλήσιμους υπό προϋποθέσεις) και δεν είχε κανένα περιορισμό στη χημική σύσταση του προϊόντος. Για πρώτη φορά παρουσιάζεται και καθιερώνεται τρόπος σήμανσης για την αναγνώριση των διαφορετικών κατηγοριών Χ.Ο.Σ. και της προέλευσής τους (χώρα και μονάδα παραγωγής) με βάση τη διάταξη των νευρώσεων (βλ. Σχ. Π7-2α και Π7-2β). Με την ύπαρξη ενισχυμένων νευρώσεων σχηματίζονται τρία πεδία A, Β, C κανονικών νευρώσεων με τα οποία δηλώνεται:
- Πεδίο Α: η έναρξη της σήμανσης και η κατηγορία ποιότητας
- Πεδίο Β: η αναγνώριση της χώρας παραγωγής (βλ. Πιν. Π7-3)
- Πεδίο C: η αναγνώριση της μονάδας παραγωγής.
Παρόμοιο τρόπο σήμανσης της μονάδας και της χώρας παραγωγής καθόριζε και το Πρότυπο DIN 488/72.
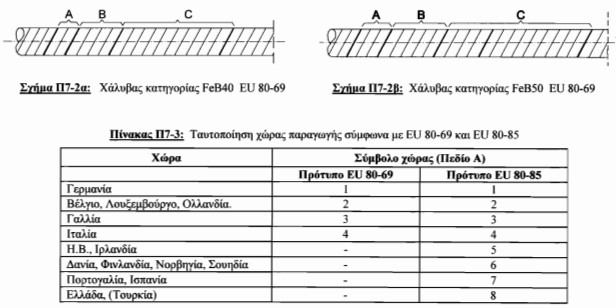
3) Το 1985 εκδίδεται το Πρότυπο EU 80-85, το οποίο αντικαθιστά το EU 80-69. Το νέο Πρότυπο αναφέρεται μόνο σε συγκολλήσιμους χάλυβες, κατηγορίας FeB400 και FeB500 η σήμανση των οποίων φαίνεται στα Σχ. Π7-3α και Π7-3β. Η διάκριση της κατηγορίας γίνεται πλέον από τη διαφορετική διάταξη των νευρώσεων και όχι από το πεδίο Α, το οποίο δηλώνει μόνο την έναρξη της σήμανσης. Στο Πρότυπο αυτό αναφέρεται και ο κωδικός αριθμός χώρας 8 για την Ελλάδα μαζί με την Τουρκία (βλ. Πιν. Π7-3). Λίγους μήνες πριν είχε αναθεωρηθεί και το DIN 488/84 το οποίο επίσης αναφέρεται σε συγκολλήσιμους χάλυβες κατηγορίας BSt420s και BSt500s με παρόμοιο τρόπο διάκρισης των δύο κατηγοριών (βλ. Σχ. Π7-4α και Π7-4β).
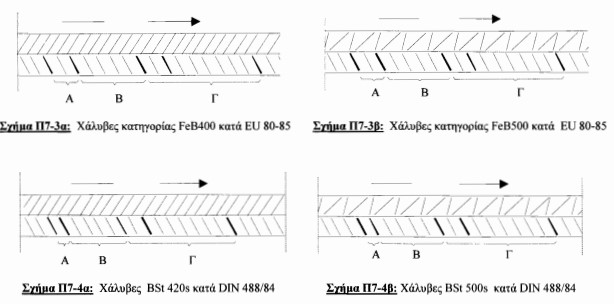 4) Το 1987 παρουσιάζονται πλέον και τα δύο ελληνικά Πρότυπα ΕΛΟΤ 959 και ΕΛΟΤ 971 εκ των οποίων το μεν πρώτο ταυτίζεται με το EU 80-69 ως προς τις κατηγορίες των χαλύβων (S220, S400, S500) και αναφέρεται σε Χ.Ο.Σ. μη συγκολλήσιμους (ή συγκολλήσιμους υπό προϋποθέσεις), το δε δεύτερο με το EU 80-85 που αναφέρεται στις κατηγορίες συγκολλήσιμων Χ.Ο.Σ. S400s και S500s. Στον Πιν. Π7-4 δίνονται οι απαιτήσεις για τα μηχανικά χαρακτηριστικά των χαλύβων αυτών.
4) Το 1987 παρουσιάζονται πλέον και τα δύο ελληνικά Πρότυπα ΕΛΟΤ 959 και ΕΛΟΤ 971 εκ των οποίων το μεν πρώτο ταυτίζεται με το EU 80-69 ως προς τις κατηγορίες των χαλύβων (S220, S400, S500) και αναφέρεται σε Χ.Ο.Σ. μη συγκολλήσιμους (ή συγκολλήσιμους υπό προϋποθέσεις), το δε δεύτερο με το EU 80-85 που αναφέρεται στις κατηγορίες συγκολλήσιμων Χ.Ο.Σ. S400s και S500s. Στον Πιν. Π7-4 δίνονται οι απαιτήσεις για τα μηχανικά χαρακτηριστικά των χαλύβων αυτών.
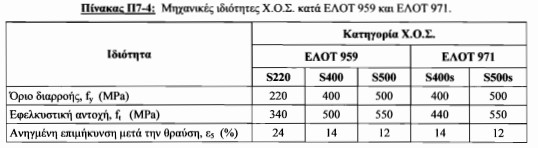 Δυστυχώς, και από τα δύο αυτά Πρότυπα, δεν προκύπτει υποχρέωση για συγκεκριμένο τρόπο σήμανσης των Χ.Ο.Σ. (παρ’ όλα αυτά οι Έλληνες παραγωγοί χαλύβων ακολουθούσαν συγκεκριμένο σύστημα σήμανσης της χώρας και της μονάδας παραγωγής). Ως εκ τούτου στη συγκεκριμένη περίοδο η διάκριση των διαφόρων κατηγοριών χαλύβων είναι ασαφής. Στα Σχ. Π7-5. Π7-6 και Π7-7(α και β) δίνονται σημάνσεις των διαφόρων κατηγοριών. Μια σχετική εξομάλυνση στη διάκριση της κατηγορίας S500s έχουμε στο τέλος της δεκαετίας του ’90 με αρχές της δεύτερης χιλιετίας, όπου σχεδόν στο σύνολό τους οι παραγόμενοι και εισαγόμενοι στη χώρα μας Χ.Ο.Σ. ακολουθούν τη σήμανση του Προτύπου DIN 488/84 (βλ. Σχ. Π7-4α και Π7-4β).
Δυστυχώς, και από τα δύο αυτά Πρότυπα, δεν προκύπτει υποχρέωση για συγκεκριμένο τρόπο σήμανσης των Χ.Ο.Σ. (παρ’ όλα αυτά οι Έλληνες παραγωγοί χαλύβων ακολουθούσαν συγκεκριμένο σύστημα σήμανσης της χώρας και της μονάδας παραγωγής). Ως εκ τούτου στη συγκεκριμένη περίοδο η διάκριση των διαφόρων κατηγοριών χαλύβων είναι ασαφής. Στα Σχ. Π7-5. Π7-6 και Π7-7(α και β) δίνονται σημάνσεις των διαφόρων κατηγοριών. Μια σχετική εξομάλυνση στη διάκριση της κατηγορίας S500s έχουμε στο τέλος της δεκαετίας του ’90 με αρχές της δεύτερης χιλιετίας, όπου σχεδόν στο σύνολό τους οι παραγόμενοι και εισαγόμενοι στη χώρα μας Χ.Ο.Σ. ακολουθούν τη σήμανση του Προτύπου DIN 488/84 (βλ. Σχ. Π7-4α και Π7-4β).
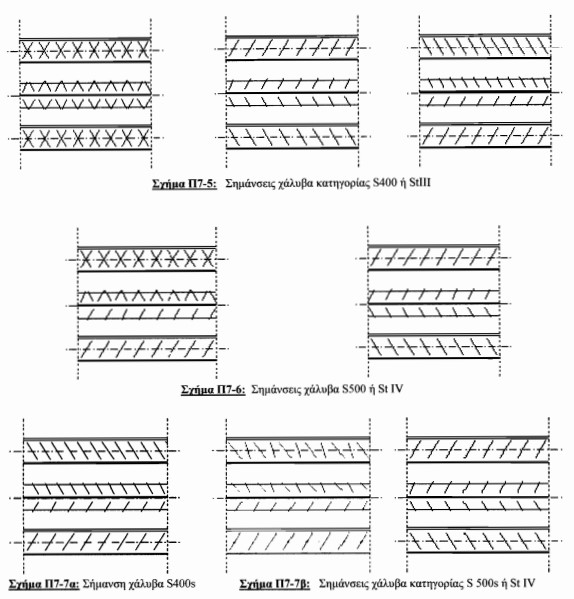 5) Το 2005 εκδίδεται το Πρότυπο ΕΝ 10080, που αντικαθιστά το EU 80-85 και το πειραματικό Πρότυπο ENV 10080/94, και αναφέρεται αποκλειστικά σε συγκολλήσιμους χάλυβες, οι οποίοι πλέον κατατάσσονται σε διαφορετικές κατηγορίες με βάση την ολκιμότητα (Α χαμηλή, Β μέση και C υψηλή). Στο Πρότυπο ΕΝ 10080 καθορίζονται οι γενικές απαιτήσεις για τους συγκολλήσιμους Χ.Ο.Σ., ανεξαρτήτως κατηγορίας. Λίγο νωρίτερα, το ίδιο έτος, εκδίδονται και τα νέα ελληνικά Πρότυπα ΕΛΟΤ 1421-1, ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3. Τα Πρότυπα αυτά αναφέρονται μόνο σε συγκολλήσιμους χάλυβες, και στο μεν ΕΛΟΤ 1421-1 καθορίζονται οι γενικές απαιτήσεις, ενώ στα ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3 οι ειδικές απαιτήσεις και η σήμανση για Χ.Ο.Σ. κατηγορίας Β500Α και B500C αντίστοιχα. Το 2006, το Πρότυπο ΕΛΟΤ1421-1 αντικαταστάθηκε από το ΕΛΟΤ ΕΝ 10080, ενώ το 2007 αναθεωρήθηκαν τα Πρότυπα ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3. Στους χάλυβες αυτούς αναφέρεται ο παρών Κανονισμός.
5) Το 2005 εκδίδεται το Πρότυπο ΕΝ 10080, που αντικαθιστά το EU 80-85 και το πειραματικό Πρότυπο ENV 10080/94, και αναφέρεται αποκλειστικά σε συγκολλήσιμους χάλυβες, οι οποίοι πλέον κατατάσσονται σε διαφορετικές κατηγορίες με βάση την ολκιμότητα (Α χαμηλή, Β μέση και C υψηλή). Στο Πρότυπο ΕΝ 10080 καθορίζονται οι γενικές απαιτήσεις για τους συγκολλήσιμους Χ.Ο.Σ., ανεξαρτήτως κατηγορίας. Λίγο νωρίτερα, το ίδιο έτος, εκδίδονται και τα νέα ελληνικά Πρότυπα ΕΛΟΤ 1421-1, ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3. Τα Πρότυπα αυτά αναφέρονται μόνο σε συγκολλήσιμους χάλυβες, και στο μεν ΕΛΟΤ 1421-1 καθορίζονται οι γενικές απαιτήσεις, ενώ στα ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3 οι ειδικές απαιτήσεις και η σήμανση για Χ.Ο.Σ. κατηγορίας Β500Α και B500C αντίστοιχα. Το 2006, το Πρότυπο ΕΛΟΤ1421-1 αντικαταστάθηκε από το ΕΛΟΤ ΕΝ 10080, ενώ το 2007 αναθεωρήθηκαν τα Πρότυπα ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3. Στους χάλυβες αυτούς αναφέρεται ο παρών Κανονισμός.
Π7.6 Η χρήση των Χ.Ο.Σ. στη χώρα μας
Μέχρι την αρχή της δεκαετίας του 1960 χρησιμοποιούνταν στη χώρα μας ο λεγόμενος “κοινός” χάλυβας StI κατά DIN488 και αργότερα ο αντίστοιχος S220 κατά ΕΛΟΤ 959. Το Πρότυπο ΕΛΟΤ 959 αφορούσε μη συγκολλήσιμους χάλυβες, η χημική σύσταση όμως του χάλυβα S220 τον καθιστούσε σχεδόν πάντα συγκολλήσιμο. Όπως αναφέρθηκε και πριν, από τα μέσα της δεκαετίας του ’50 είχαν εμφανισθεί επίσης και οι κατηγορίες StIIIa και StIVa (ράβδοι λείες ή με νευρώσεις) και StIIIβ και StIνβ (ράβδοι με νευρώσεις).
Από τη δεκαετία του ’60 και σταδιακά μέχρι τις αρχές του ’90, γενικεύεται η χρήση του χάλυβα StIIIa, που από το 1987 διατίθεται με την ονομασία S400 (κατά ΕΛΟΤ 959). Πρόκειται για ράβδους με νευρώσεις, από χάλυβα μη συγκολλήσιμο (ή συγκολλήσιμο υπό προϋποθέσεις), που οφείλει την αντοχή του στη χημική του σύνθεση και είναι προϊόν θερμής έλασης. Την ίδια περίοδο, τις δεκαετίες '60 και '70, εμφανίζεται και ο ελικοχάλυβας, (StIIIβ),που είχε την χημική σύνθεση του χάλυβα StI και ήταν προϊόν ψυχρής κατεργασίας. Η ψυχρή κατεργασία συνίστατο στην στρέψη του προϊόντος με την οποία αποκτούσε την αντοχή του χάλυβα St III. Η μορφή του χάλυβα αυτού φαίνεται στο Σχ. Π7-8.
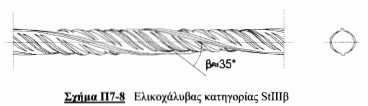
Με την έκδοση, το 1987, των Προτύπων ΕΛΟΤ 959 και ΕΛΟΤ 971, καθίσταται υποχρεωτική η χρήση χαλύβων που κατατάσσονται είτε στις κατηγορίες S220, S400, S500 (κατά ΕΛΟΤ 959) είτε S400s και S500s (κατά ΕΛΟΤ 971). Η ονοματολογία ορίζεται από την τιμή του ορίου διαρροής, ενώ το διακριτικό s στο τέλος δηλώνει συγκολλήσιμους χάλυβες.
Οι χάλυβες S500 και οι S400 (όπως προαναφέρθηκε) είναι προϊόντα θερμής έλασης, χωρίς καμία περαιτέρω θερμική ή ψυχρή κατεργασία, και οφείλουν την αντοχή τους στη χημική τους σύνθεση. Σε αντίθεση με τους παραπάνω χάλυβες, οι χάλυβες κατηγορίας S400s, S500s είναι προϊόντα θερμής έλασης είτε χωρίς καμία περαιτέρω κατεργασία ή συνηθέστερα (κυρίως για λόγους οικονομικούς) προϊόντα θερμής έλασης που ακολουθείται από μια άμεση εν σειρά διαδικασία θερμικής κατεργασίας. Στη μεν πρώτη περίπτωση η υψηλή αντοχή επιτυγχάνεται με προσθήκη νιοβίου (Nb), βαναδίου (V) ή τιτανίου (Ti), ενώ στη δεύτερη περίπτωση με μια επιφανειακή μαρτενσιτική βαφή και επαναφορά του χάλυβα.
Παρά τη συνύπαρξη πολλών κατηγοριών, στην πράξη μέχρι τις αρχές της δεκαετίας του ’90 χρησιμοποιούνταν σχεδόν αποκλειστικά οι χάλυβες S400 και λιγότερο οι S220, ενώ από τα μέσα της δεκαετίας του ’90 χρησιμοποιούνταν σχεδόν αποκλειστικά οι χάλυβες S500s και εξακολουθούσε να χρησιμοποιείται (λιγότερο) ο χάλυβας S220. Σημειώνεται ότι σε πολλές περιπτώσεις, ενώ οι μελέτες γίνονταν με την παραδοχή χάλυβα S400, στην πράξη χρησιμοποιήθηκε χάλυβας S500s. ’
Το έτος 2000 εγκρίθηκε ο ελληνικός Κανονισμός Τεχνολογίας Χαλύβων Οπλισμού Σκυροδέματος (ΚΤΧ-2000). Ο ΚΤΧ- 2000 κάλυψε την καθυστέρηση των Προτύπων του ΕΛΟΤ (χωρίς όμως να μπορεί να τα αγνοήσει) και συνέβαλε στην προσέγγιση προς τους Ευρωκώδικες EC2 και EC8. Ενδεικτικά, εισήγαγε την ανάγκη αυξημένης ολκιμότητας, όρισε την επιμήκυνση στο μέγιστο φορτίο, τη γεωμετρία των νευρώσεων, επισήμανε τον κίνδυνο της ραδιενέργειας, υπέδειξε όριο για τη διάβρωση, περιέγραψε τη συμπεριφορά των χαλύβων σε υψηλές θερμοκρασίες και έβαλε τάξη στις διαδικασίες διάθεσης, διακίνησης, διαχείρισης, ιχνηλασιμότητας κ.λπ. των χαλύβων. Επίσης ώθησε τις ελληνικές βιομηχανίες παραγωγή Χ.Ο.Σ. να προσαρμοστούν προς τις νέες αντιλήψεις με αποτέλεσμα αυτές να παράγουν χάλυβες με βελτιωμένα χαρακτηριστικά πριν ακόμα τεθούν σε ισχύ τα νέα Πρότυπα. Με την έκδοση των νέων Προτύπων ΕΛΟΤ ΕΝ 10080, ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3 (που τέθηκαν σε πλήρη ισχύ από τον Ιανουάριο του 2007) καταργήθηκαν τα Πρότυπα ΕΛΟΤ 959 και ΕΛΟΤ 971 και απαγορεύθηκε η χρήση των κατηγοριών που αναφέρονταν στα Πρότυπα αυτά.
Οι τυπικές χημικές συνθέσεις, οι μέθοδοι παραγωγής, αλλά και οι χρονικές περίοδοι που χρησιμοποιήθηκαν οι διάφορες κατηγορίες Χ.Ο.Σ. δίνονται στον Πιν. Π7-5
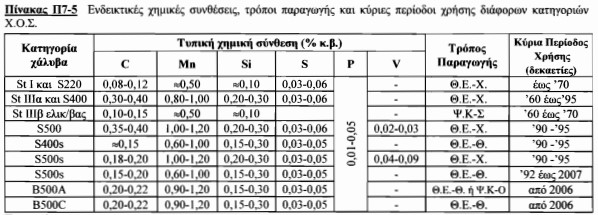 Παρατηρήσεις
Παρατηρήσεις
Θ.Ε-Χ. = Θερμή έλαση χωρίς άλλη περαιτέρω κατεργασία, Θ.Ε-Θ.= Θερμή έλαση με εν σειρά θερμική κατεργασία, Ψ.Κ-Ο.
Ψυχρή κατεργασία με ολκή ή έλαση, Ψ.Κ-Σ. = Ψυχρή κατεργασία με στρέψη
Οι χάλυβες κατηγορίας St I χρησιμοποιήθηκαν έως την δεκαετία του ’60
Στον Πιν. Π7-6 δίνονται οι κωδικοί αριθμοί σήμανσης των Ελληνικών βιομηχανιών, καθώς και οι σημάνσεις βιομηχανιών του εξωτερικού προϊόντα των οποίων έχουν κατά καιρούς εισαχθεί στη χώρα μας.
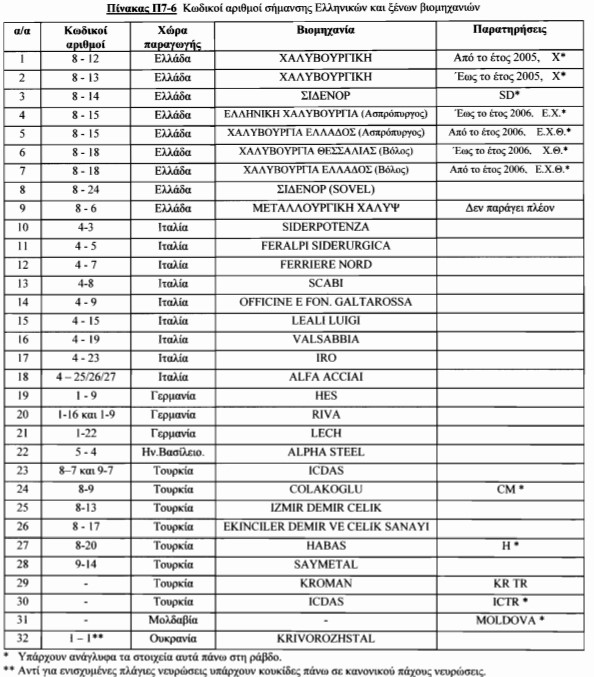 Σημείωση: Ο Πίνακας είναι ενδεικτικός. Στους χάλυβες από τρίτες χώρες η σήμανση πολλές φορές εμφανίζεται τροποποιημένη. Με την έναρξη ισχύος του Προτύπου ΕΛΟΤ ΕΝ 10080, οι χάλυβες που προέρχονται από την Τουρκία έχουν πλέον κωδικό αριθμό «9», και όχι «8».
Σημείωση: Ο Πίνακας είναι ενδεικτικός. Στους χάλυβες από τρίτες χώρες η σήμανση πολλές φορές εμφανίζεται τροποποιημένη. Με την έναρξη ισχύος του Προτύπου ΕΛΟΤ ΕΝ 10080, οι χάλυβες που προέρχονται από την Τουρκία έχουν πλέον κωδικό αριθμό «9», και όχι «8».
Βιβλιογραφία
- Ευρωπαϊκά Πρότυπα EU 80-69, EU 80-85, ENV 10080/94 και ΕΝ 10080/05.
- Ελληνικά Πρότυπα ΕΛΟΤ 959 και ΕΛΟΤ 971
- Ελληνικά Πρότυπα ΕΛΟΤ ΕΝ 10080, ΕΛΟΤ 1421-2 και ΕΛΟΤ 1421-3.
- Γερμανικά Πρότυπα DIN 488/72 και DIN 488/84
- Αρχείο ΚΕΔΕ - ΥΠΕΧΩΔΕ
Π8.1 Γενικά
Παρ’ όλο που οι χάλυβες προέντασης δεν αποτελούν αντικείμενο του παρόντος Κανονισμού, στο Παράρτημα αυτό και μέχρι τη σύνταξη σχετικού κανονιστικού κειμένου, δίνονται μερικές σχετικές συνοπτικές πληροφορίες. Η μέθοδος της προέντασης χρησιμοποιείται είτε σε οικοδομικά είτε σε τεχνικά έργα (π.χ. γέφυρες), “συμβατικώς” - μετά τη σκλήρυνση του σκυροδέματος είτε σε “προεντεταμένη κλίνη” (με προτανυόμενους τένοντες) - πριν από την έγχυση του σκυροδέματος.
Οι τένοντες προέντασης έχουν συνήθως τη μορφή ράβδων (λείων ή με νευρώσεις), χονδροσυρμάτων ή συρματόσχοινων, και διατίθενται είτε σε ευθύγραμμη μορφή (δέσμες ράβδων) είτε σε κουλούρες (σε κατάλληλα στροφεία).
Γενικώς, η προένταση χρησιμοποιείται σε φορείς χωρίς αυξημένες απαιτήσεις πλαστιμότητας, και έτσι για τον χάλυβα των τενόντων οι σχετικές απαιτήσεις διαφοροποιούνται σε σχέση με αυτές για τους συνήθεις (“κοινούς”) χάλυβες οπλισμού σκυροδέματος.
Η περιεκτικότητα των χαλύβων προέντασης σε άνθρακα είναι αυξημένη, η δε παραγωγή των τενόντων απαιτεί ειδικές θερμικές κατεργασίες και τελικά ψυχρή κατεργασία (για την επαύξηση των τάσεων διαρροής και θραύσης). Έτσι, οι τένοντες προέντασης παρουσιάζουν μικρή κράτυνση και μικρή ολκιμότητα, ενώ είναι περισσότερο ευαίσθητοι σε διάβρωση και ακραίες θερμοκρασίες.
Π8.2 Πιστοποιητικά, Κανονισμοί
Οι κάθε είδους τένοντες προέντασης θα συνοδεύονται από αναλυτικά Πιστοποιητικά του εργοστασίου παραγωγής, πρόσφατα (του τελευταίου εξαμήνου), με πλήρη στοιχεία για το αρχικό και για το τελικό προϊόν, μετά την όποια κατεργασία, διαμόρφωση κ.λπ.
Τα υπόψη Πιστοποιητικά (και Τεύχη Έγκρισης), θα καλύπτουν πλήρως όχι μόνον τους τένοντες καθ’ εαυτούς αλλά και όλα τα συνοδευτικά συστήματα ενώσεων και επεκτάσεων, αγκυρώσεων κ.λπ.
Για τους χάλυβες προέντασης και τους τένοντες ισχύουν τα Ευρωπαϊκά Πρότυπα prN 10138- Μέρη 1 έως 4, ενώ για το προεντεταμένο σκυρόδεμα ισχύουν και οι προβλέψεις/διατάξεις του ΕΚΩΣ (π.χ. Παραγρ. 3.2, 19.4 και 19.5, 20.5 και 20.6, καθώς και 21.2.6 και 21.2.7), που καλύπτουν θέματα:
- Μεταφοράς και αποθήκευσης
- Κάμψης και κοπής
- Ένωσης, σύνδεσης, αγκύρωσης
- Συναρμολόγησης και τοποθέτησης
- Προστασίας, μέσω περιβλημάτων και τσιμεντενέσεων
- Ελέγχων κατά την προένταση κ.λπ.
Π8.3 Ιδιαιτερότητες όσον αφορά τα γεωμετρικά και μηχανικά χαρακτηριστικά
Π8.3.1 Ονομαστική διατομή
Για συρματόσχοινα (“καλώδια”), η ονομαστική διατομή του τένοντα καθορίζεται από το άθροισμα των ονομαστικών διατομών των χονδροσυρμάτων (ή ράβδων) που τα συνθέτουν.
Π8.3.2 Μηχανικά χαρακτηριστικά
Για συρματόσχοινα “καλώδια”, υπό σχετικά χαμηλή ή μέση τάση, το φαινόμενο μέτρο ελαστικότητας του τένοντα είναι μικρότερο του Es =200 GPa.
Κατά τα προβλεπόμενα στον ΕΚΩΣ 2000, το διάγραμμα σ-ε προσδιορίζεται από τα σχετικά Πιστοποιητικά του παραγωγού. Σε περίπτωση έλλειψης ακριβέστερων στοιχείων ή για σκοπούς προμελέτης, μπορεί να χρησιμοποιηθεί το διάγραμμα σ-ε (απλοποιημένο, διγραμμικό) που φαίνεται στο Σχ. Π8-1.
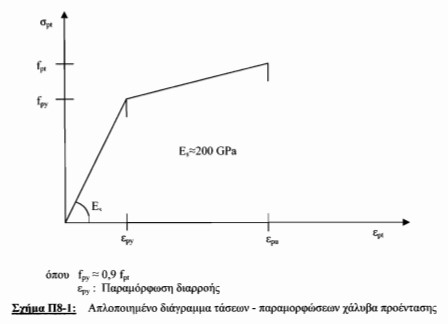 Για τη χαρακτηριστική τιμή της εφελκυστικής αντοχής, fptk, ισχύει η γενική απαίτηση:
Για τη χαρακτηριστική τιμή της εφελκυστικής αντοχής, fptk, ισχύει η γενική απαίτηση:
fptk ≥ max (1,10 f0,2k 1,05 f0,2obs) ,
όπου ο δείκτης “obs” δηλώνει τη μέση τιμή της αντοχής που προκύπτει από το διάγραμμα της δοκιμής.
Επίσης, οι χάλυβες πρέπει να διαθέτουν επαρκή ολκιμότητα, έτσι ώστε να είναι δυνατή η ανακατανομή έντασης στα προεντεταμένα δομικά στοιχεία. Η ιδιαίτερη αυτή απαίτηση μπορεί να θεωρηθεί πως ικανοποιείται αν:
ΕPuk ≥ 0,035 και (ΕPuk-Εpyk) ≥ 3 Εpyk .
Π8.4 Υψηλές θερμοκρασίες
Κατά ή και μετά την έκθεση σε θερμοκρασίες μεγαλύτερες των 200°C επέρχεται έντονη απομείωση των μηχανικών χαρακτηριστικών των χαλύβων προέντασης έναντι των αντίστοιχων σε θερμοκρασία περιβάλλοντος (20°C).
Ενδεικτικά αναφέρεται ότι κατά την έκθεση στους 400°C (σε σχέση με τους 20°C):
- Το όριο αναλογίας απομειώνεται κατά περίπου 70%,
- Τα fpy και fpt απομειώνονται κατά περίπου 50%.
Όταν η θερμοκρασία ξεπεράσει τους 600°C, η αντοχή των χαλύβων προέντασης πρακτικά μηδενίζεται.
Επίσης σημειώνεται ότι η χαλάρωση επηρεάζεται σημαντικά από τη θερμοκρασία. Ενδεικτικά αναφέρεται, πως στους 60°C η χαλάρωση είναι διπλάσια από ό,τι στους 20°C.
Π8.5 Διάβρωση
Οι κάθε είδους τένοντες προέντασης είναι επιρρεπείς σε διάβρωση, και μάλιστα σε “διάβρωση υπό τάση”.
Οι χάλυβες προέντασης μπορεί να αστοχήσουν απότομα (χωρίς προηγούμενες ενδείξεις). Σε αυτό συντελεί η υψηλή εφελκυστική αντοχή και η συνεχής παρουσία υψηλής τάσης στον χάλυβα. Τοπικές ασυνέχειες ή άλλες ανωμαλίες στα σύρματα ή τις ράβδους βάθους έστω και ελάχιστων δέκατων του χιλιοστού, που μπορεί να προέρχονται από αμυχές στην επιφάνεια του χάλυβα ή τοπική διάβρωση (π.χ. βελονισμοί), μπορούν να προκαλέσουν ψαθυρή αστοχία.
Κατά τον Ευρωκώδικα EC 2 Παραγρ. 3.3.5.3 και το Πρότυπο prΕΝ10138-Ι Παραγρ. 5.9, οι τένοντες προέντασης πρέπει να διαθέτουν επαρκές και αποδεκτό κάτω όριο ανθεκτικότητας (και αντοχής) σε “διάβρωσης υπό τάση”, με βάση τα αποτελέσματα δοκιμής με NH4SCN (θειοκυανιούχο αμμώνιο) όπως αυτή περιγράφεται στο prEN10138-Ι Παραγρ. 5.9.
Η ευαισθησία έναντι “διάβρωσης υπό τάση” θεωρείται ικανοποιητικά χαμηλή όταν ο ελάχιστος χρόνος για θραύση κατά τη δοκιμή υπερβαίνει τις τιμές που δίνονται στον Πιν. Π8-1.
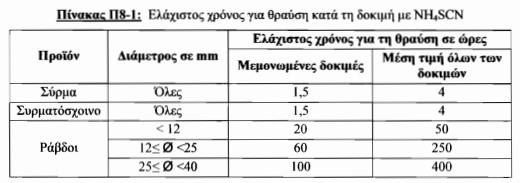 Στα Πιστοποιητικά των χαλύβων προέντασης (βλ. και προηγούμενη Παραγρ. 2), θα περιλαμβάνονται και τα αποτελέσματα των δοκιμών σε “διάβρωση υπό τάση”, κατά την παρούσα Παράγραφο.
Στα Πιστοποιητικά των χαλύβων προέντασης (βλ. και προηγούμενη Παραγρ. 2), θα περιλαμβάνονται και τα αποτελέσματα των δοκιμών σε “διάβρωση υπό τάση”, κατά την παρούσα Παράγραφο.
Π8.6 Διακίνηση, μεταφορά , αποθήκευση κ.λπ.
Ισχύει ό,τι και για τους “κοινούς” χάλυβες οπλισμού σκυροδέματος, με την επισήμανση πως γενικώς απαγορεύεται η ενσωμάτωση τενόντων προέντασης που παρουσιάζουν αμυχές, πληγές, βλάβες, φθορές, αλλοιώσεις κ.λπ.
Πριν από την ενσωμάτωση, θα εξετάζεται εάν απαιτείται η αφαίρεση αντιδιαβρωτικών ουσιών που έχουν χρησιμοποιηθεί (προσωρινά) κατά την αποθήκευση των τενόντων προέντασης.
Οι ηλεκτροσυγκολλήσεις τενόντων προέντασης, τόσο μεταξύ τους όσο και με άλλα χαλύβδινα στοιχεία απαγορεύονται. Επίσης, απαγορεύεται η κάθε είδους θέρμανσή τους.
Οι ενώσεις των τενόντων προέντασης θα γίνονται αποκλειστικά με ειδικούς συνδέσμους (επεκτατήρες, couplers), οι οποίοι θα εφαρμόζονται σύμφωνα με τις οδηγίες του εργοστασίου παραγωγής τους. Σε κάθε περίπτωση οι σύνδεσμοι αυτοί θα συνοδεύονται από τα σχετικά Πιστοποιητικά τους (βλ. και Παραγρ. 2).
Τέλος, απαγορεύεται κάθε κάμψη, παραμόρφωση κ.λπ., ενώ καμφθέντες ή παραμορφωμένοι τένοντες απορρίπτονται.
Στο Παράρτημα αυτό γίνεται γενική αναφορά στα θέματα ασφαλείας και υγείας των εργαζομένων κατά τη διακίνηση, διαμόρφωση και τοποθέτηση χαλύβων οπλισμού σκυροδέματος. Στην Παραγρ. 9.] αναφέρονται κωδικοποιημένες οι κύριες σχετικές διατάξεις (Νόμοι, Προεδρικά Διατάγματα και Υπουργικές Αποφάσεις), ενώ στις επόμενες παραγράφους γίνεται μια ενδεικτική ομαδοποίηση των απαιτήσεων ανά κατηγορία μέτρων ή/και ανά δραστηριότητα, καθώς και ενδεικτική αναφορά στα σημαντικότερα, από πλευράς επικινδυνότητας, σημεία.
Π9.1 Ισχύουσα σχετική νομοθεσία
1. Π.Δ. 95/1978 «Περί μέτρων υγιεινής και ασφάλειας των απασχολούμενων εις εργασίας συγκολλήσεων».
2. Π.Δ. 778/1980 «Περί μέτρων ασφαλείας κατά την εκτέλεσιν οικοδομικών εργασιών».
3. Π.Δ. 1073/1981 «Περί μέτρων ασφαλείας κατά την εκτέλεσιν εργασιών εις εργοτάξια οικοδομών και πάσης φύσεως έργων αρμοδιότητας Πολιτικού Μηχανικού».
4. Ν. 1396/1983 «Υποχρεώσεις λήψης και τήρησης των μέτρων ασφαλείας στις οικοδομές και λοιπά ιδιωτικά τεχνικά έργα».
5. Ν. 1430/1984 «Κύρωση της 62 Διεθνούς Σύμβασης Εργασίας «που αφορά τις διατάξεις ασφαλείας στην οικοδομική βιομηχανία» και ρύθμιση θεμάτων που έχουν άμεση σχέση μ’ αυτή».
6. Υ.Α. 130646/1984 «Ημερολόγιο μέτρων ασφαλείας».
7. Ν. 1568/1985 «Υγιεινή και ασφάλεια των εργαζομένων».
8. Π.Δ. 225/1989 «Υγιεινή και ασφάλεια στα υπόγεια έργα».
9. Π.Δ. 70/1990 «Υγιεινή και ασφάλεια των εργαζομένων σε ναυπηγικές εργασίες», Άρθρο 15.5, Θερμές εργασίες.
10. Π.Δ. 85/1991 «Προστασία των εργαζομένων από τους κινδύνους που διατρέχουν λόγω της έκθεσής τους στο θόρυβο κατά την εργασία, σε συμμόρφωση προς την οδηγία 86/188/ΕΟΚ».
11. Π.Δ. 377/1993 «Προσαρμογή της Ελληνικής Νομοθεσίας στις Οδηγίες 89/392/ΕΟΚ και 91/368/ΕΟΚ του Συμβουλίου των Ευρωπαϊκών Κοινοτήτων σχετικά με τις μηχανές».
12. Π.Δ. 395/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρησιμοποίηση εξοπλισμού εργασίας από τους εργαζόμενους κατά την εργασία τους σε συμμόρφωση προς την οδηγία του Συμβουλίου 88/642/ΕΟΚ».
13. Π.Δ. 396/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρήση από τους εργαζόμενους εξοπλισμών ατομικής προστασίας κατά την εργασία σε συμμόρφωση προς την οδηγία του Συμβουλίου 88/655/ΕΟΚ».
14. Π.Δ. 397/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας κατά την χειρωνακτική διακίνηση φορτίων που συνεπάγεται κίνδυνο ιδίως για τη ράχη και την οσφυϊκή χώρα των εργαζομένων σε συμμόρφωση προς την οδηγία του Συμβουλίου 90/269/ΕΟΚ».
15. Π.Δ. 105/1995 «Ελάχιστες προδιαγραφές για την σήμανση ασφαλείας ή/και υγείας στην εργασία σε συμμόρφωση με την Οδηγία 92/58/ΕΟΚ».
16. Π.Δ. 16/1996 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας στους χώρους εργασίας σε συμμόρφωση με την οδηγία 89/654/ΕΟΚ
17. Π.Δ. 17/1996 «Μέτρα για την βελτίωση της ασφάλειας και της υγείας των εργαζομένων κατά την εργασία σε συμμόρφωση με τις οδηγίες 89/391/ΕΟΚ και 91/383/ΕΟΚ».
18. Π.Δ. 18/1996 - Τροποποίηση του π.δ/τος 377/1993 «σχετικά με τις μηχανές σε συμμόρφωση προς τις οδηγίες του Συμβουλίου 93/44/ΕΟΚ και 93/68/ΕΟΚ»
19. Π.Δ. 305/1996 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας που πρέπει να εφαρμόζονται στα προσωρινά ή κινητά εργοτάξια σε συμμόρφωση προς την οδηγία 92/57/ΕΟΚ».
20. Π.Δ. 88/1999 «Ελάχιστες προδιαγραφές για την οργάνωση του χρόνου εργασίας σε συμμόρφωση με την οδηγία 93/104/ΕΚ
21. Π.Δ. 89/1999 «Τροποποίηση του Π.Δ. 395/1994 σε συμμόρφωση με την οδηγία 95/63/ΈΚ του Συμβουλίου»
22. Υ.Α. οικ. 16289/330/1999, Άρθρα 3. 9. 15 «Συμμόρφωση της Ελληνικής Νομοθεσίας με την Οδηγία 97/23/ΕΟΚ του Ευρωπαϊκού Κοινοβουλίου και Συμβουλίου σχετικά με τον εξοπλισμό υπό πίεση».
23. Π.Δ. 304/2000 «Τροποποίηση του Π.Δ 395/1994 όπως αυτό τροποποιήθηκε με το Π.Δ 89/1999».
24. Π.Δ 155/2004 «Τροποποίηση του π.δ. 395/1994 "Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρησιμοποίηση εξοπλισμού εργασίας από τους εργαζόμενους κατά την εργασία τους σε συμμόρφωση με την οδηγία 89/655/ΕΟΚ" (Α' 220) όπως έχει τροποποιηθεί και ισχύει, σε συμμόρφωση με την οδηγία 2001/45/ΕΚ του Ευρωπαϊκού Κοινοβουλίου και του Συμβουλίου της 27ης Ιουνίου 2001».
25. Π.Δ. 149/2006 «Ελάχιστες προδιαγραφές υγείας και ασφάλειας όσον αφορά την έκθεση των εργαζομένων σε κινδύνους προερχόμενους από φυσικούς παράγοντες (θόρυβος) σε εναρμόνιση με την οδηγία 2003/10/ΕΚ»
26. Εγκύκλιος του Υπουργείου. Εργασίας αποφ. οικ. 130329/1995 «Αντιμετώπιση της θερμικής καταπόνησης των εργαζομένων κατά το θέρος».
27. Υ.Α. 7568 Φ.700.1, Πυροσβεστική Διάταξη 7/1996 (ΦΕΚ 155/Β713.3.96) Άρθρο 2.5) «Λήψη μέτρων πυροπροστασίας κατά την εκτέλεση θερμών εργασιών».
28. Ν. 2696/1999/Α-57 Κώδικας Οδικής Κυκλοφορίας, Άρθρο 32.
Τα ανωτέρω κείμενα διατίθενται:
- Σε έντυπη μορφή από το Υπουργείο Εργασίας. Διεύθυνση Συνθηκών Εργασίας, Επικούρου 29, 105 53 Αθήνα, καθώς και από το Εθνικό Τυπογραφείο (ΦΕΚ)
- Σε ηλεκτρονική μορφή στους δικτυακούς τόπους:
- του Υπουργείου Εργασίας http://www.ypakp.gr
- του Ελληνικού ινστιτούτου Υγιεινής και Ασφάλειας της Εργασίας (ΕΛΙΝΥΑΕ) http://www.elinyae.gr .
Π9.2 Μέσα ατομικής προστασίας
Τα Μέσα Ατομικής Προστασίας (Μ.Α.Π.) καθορίζονται γενικά από το Π.Δ. 396/1984 και τον Ν. 1430/1984 (Άρθρο 16), ενώ στο Π.Δ. 1073/1981 (Άρθρα 102-110) τα μέσα εξειδικεύονται στα έργα Πολιτικού Μηχανικού.
Στα Μ.Α.Π. που προβλέπονται κατά περίπτωση, περιλαμβάνονται: κράνος, ενισχυμένα υποδήματα, γάντια κοινά και ειδικών προδιαγραφών, δερμάτινες ποδιές, ατομικές ζώνες και σχοινιά ασφαλείας, γυαλιά και προσωπίδες με απορροφητικά κρύσταλλα, μάσκες συγκράτησης σκόνης, ωτοασπίδες ή ωτοπώματα κ.λπ.
Επισημαίνεται ότι για κάθε τύπο Μ.Α.Π. ισχύουν Ευρωπαϊκά Πρότυπα (ΕΝ) στα οποία καθορίζονται τα τεχνικά χαρακτηριστικά, οι αντοχές, τα υλικά κατασκευής κ.λπ. Τα Μ.Α.Π. που χρησιμοποιούνται στο εργοτάξιο πρέπει να συνοδεύονται από πιστοποιητικά από τα οποία να προκύπτει συμμόρφωσή τους προς τα οικεία Πρότυπα.
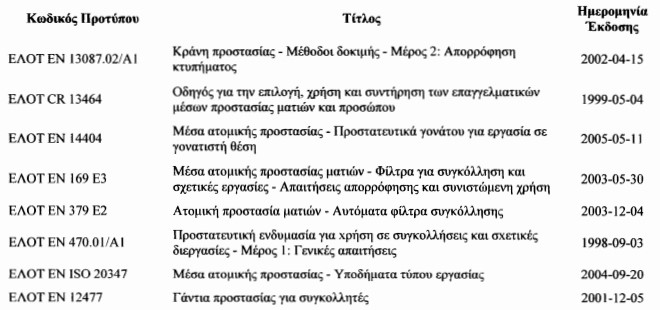 Π9.3 Μέτρα συλλογικής προστασίας
Π9.3 Μέτρα συλλογικής προστασίας
Τα μέτρα συλλογικής προστασίας είναι γενικού χαρακτήρα και προβλέπονται από τα Π.Δ. 1073/1981 (Άρθρα 85-87, 91, 101), Ν. 1430/1984 (Άρθρο 18), Π.Δ. 16/1996. Παραρτήματα I, II και IV), Π.Δ. 305/1996 (Παράρτημα IV), Π.Δ. 778/1980 (Άρθρο 21), Π.Δ. 85/1991 και Π.Δ. 105/1995.
Στα μέτρα συλλογικής προστασίας περιλαμβάνονται τα ακόλουθα:
- Εξασφάλιση από πτώση (κιγκλιδώματα ασφαλείας, προστατευτικά δίχτυα κ.λπ.)
- Εξασφάλιση από ηλεκτροπληξία
- Σήμανση ασφαλείας
- Περίφραξη εργοταξίου κ.λπ.
- Ύπαρξη υλικού πρώτων βοηθειών σε εμφανή θέση
- Απαγόρευση χρήσης οινοπνευματωδών, απαγόρευση εισόδου σε άτομα που βρίσκονται σε κατάσταση μέθης ή υπό την επήρεια ναρκωτικών ουσιών.
Π9.4 Ανύψωση φορτίων και ανυψωτικά μηχανήματα
Σχετικές διατάξεις περιλαμβάνονται στα Π.Δ. 1073/1981 (Άρθρα 52-71, 85-87), Ν. 1430/1984 (Άρθρα 11-15), Π.Δ. 377/1993 (Παράρτημα I, Παράγραφος 4), Π.Δ. 395/1994 (Παραρτήματα I και Π), Π.Δ. 305/1996 (Παράρτημα IV).
Επισημαίνονται οι ακόλουθες βασικές απαιτήσεις:
- Η τοποθέτηση και η χρήση των ανυψωτικών μηχανημάτων θα γίνεται έτσι ώστε οι τροχιές τους να μην προσεγγίζουν εναέριους αγωγούς ηλεκτρικού ρεύματος ή τροχιές άλλων ανυψωτικών μηχανημάτων.
- Απαγορεύεται η διέλευση κάτω από ανυψωμένα φορτία.
- Ο χειρισμός των ανυψωτικών μηχανημάτων θα γίνεται από χειριστές, οι οποίοι διαθέτουν την απαιτούμενη σχετική άδεια εργασίας.
- Θα υπάρχει πλήρης εποπτεία της διαδρομής του φορτίου από τον χειριστή ή, όταν αυτό δεν είναι εφικτό, θα υπάρχει έμπειρος και υπεύθυνος τεχνικός που θα κατευθύνει τους χειρισμούς (κουμανταδόρος).
- Σχοινιά, συρματόσχοινα, αλυσίδες, άγκιστρα, αρτάνες (σαμπάνια) κ.λπ. θα έχουν επαρκή και ομοιόμορφη αντοχή σε όλο το μήκος τους, χωρίς κόμβους και θα επιθεωρούνται καθημερινά, από έμπειρο και ικανό προσωπικό.
- Απαγορεύεται η ανύψωση των δεμάτων ράβδων οπλισμού σκυροδέματος από τα δεσίματα συσκευασίας-συγκράτησής τους.
- Οι αρτάνες (σαμπάνια) θα σημαίνονται κατάλληλα, και θα λαμβάνεται πρόνοια ώστε να μην αστοχούν οι ενώσεις τους.
Π9.5 Διακίνηση
Για τα σχετικά με τη διακίνηση φορτίων με αυτοκίνητα, ο Κώδικας Οδικής Κυκλοφορίας (Άρθρο 32) προβλέπει σε γενικές γραμμές τα εξής:
- Πρέπει να επιλέγεται το κατάλληλο όχημα για τη μεταφορά.
- Το φορτίο πρέπει να τοποθετείται πάνω στο όχημα έτσι ώστε να μην υπάρχει οποιοσδήποτε κίνδυνος, να μην περιορίζεται η ορατότητα του οδηγού και να μην καλύπτονται οι φανοί (προειδοποίησης αλλαγής κατεύθυνσης, στάσης κ.λπ.) του οχήματος.
- Να χρησιμοποιούνται τα κατάλληλα μέτρα ασφαλείας. Ιμάντες, εξαρτήματα, εντατήρες, καλώδια, σχοινιά, αλυσίδες, καλύμματα κ.λπ., που χρησιμοποιούνται για εξασφάλιση ή προστασία του φορτίου, πρέπει να σφίγγονται και να στερεώνονται καλά.
- Το φορτίο απαγορεύεται να προεξέχει από το πίσω τμήμα του οχήματος περισσότερο από 30% του μήκους του αμαξώματος (άλλως απαιτείται ειδική άδεια).
- Τα προεξέχοντα φορτία πρέπει να σημαίνονται με κατάλληλη πινακίδα.
- Η εκφόρτωση διαμορφωμένου οπλισμού με ανατροπή απαγορεύεται απολύτως. Η εκφόρτωση μη διαμορφωμένου (ευθύγραμμου ή σε κουλούρες) οπλισμού συνιστάται να μην γίνεται με ανατροπή, αν όμως αυτό δεν είναι εφικτό, απαγορεύεται η χρήση γράσου ή άλλου αντίστοιχου υλικού για τη διευκόλυνση της ολίσθησης των οπλισμών.
Π9.6 Διαμόρφωση
Στο Π.Δ. 17/1996 (Άρθρο 7, Παρ. 9) ορίζονται τα της συνυπευθυνότητας στην περίπτωση κατά την οποία πολλά συνεργεία, υπό διαφορετικούς εργοδότες-εργολάβους, μοιράζονται τον ίδιο τόπο εργασίας (μονάδες διαμόρφωσης, εργοτάξια), τον έλεγχο του οποίου έχει άλλο πρόσωπο. Οι εργοδότες, εργολάβοι κ.λπ. οφείλουν να συνεργάζονται για την εφαρμογή των διατάξεων σχετικά με την ασφάλεια, την υγεία και υγιεινή, να συντονίζουν τις δραστηριότητές τους για την προστασία των εργαζομένων και την πρόληψη των επαγγελματικών κινδύνων, να αλληλοενημερώνονται και να ενημερώνει ο καθένας τους υπό αυτόν εργαζομένους και τους εκπροσώπους τους για τους κινδύνους αυτούς και τις υποχρεώσεις τους, όσον αφορά την πιστή εφαρμογή των οδηγιών που τους δίδονται. Την ευθύνη συντονισμού των δραστηριοτήτων αναλαμβάνει υποχρεωτικώς το πρόσωπο που έχει υπό τον έλεγχό του τον τόπο εργασίας.
Γενικώς, τα θέματα που αναφέρονται σε εξοπλισμούς εργασίας και μηχανήματα καλύπτονται από τα Π.Δ. 1073/1981 (Άρθρα 45-51), Ν. 1568/1985 (Άρθρα 22, 23), Π.Δ. 377/1993 (Παράρτημα I), Π.Δ. 395/1994 (Παραρτήματα I και II), Π.Δ. 18/1996 και Π.Δ. 305/1996 (Παράρτημα IV). Ειδικότερα, τα μηχανήματα διαμόρφωσης (κουρμπαδόροι, ψαλίδια, στράντζες, αυτόματοι διαμορφωτές κ.λπ.) πρέπει να έχουν σήμα CE και να συνοδεύονται από εγχειρίδιο του κατασκευαστή μεταφρασμένο στα ελληνικά, από γραπτές οδηγίες ασφαλούς χρήσης και συντήρησης, πρέπει δε να φέρουν όλες τις απαραίτητες για την ασφάλεια των εργαζομένων προειδοποιητικές ενδείξεις και σημάνσεις.
Π9.7 Τοποθέτηση
Γενικώς, τα θέματα ασφαλείας που αναφέρονται στα δάπεδα εργασίας, στις κλίμακες, στα ικριώματα, στα ανοίγματα οριζοντίων και κατακόρυφων επιφανειών, καθώς και σε θέματα καιρικών συνθηκών, καλύπτονται από την Εγκύκλιο του Υπουργείου Εργασίας Αποφ. οικ. 130329/1995, τα Π.Δ. 778/1980, 225/1989, 395/1994, 16/1996, 305/1996, τον Ν 1430/1984 και την Υ.Α. 16440/Φ. 10.4/445/1993.
Οι εργασίες που σχετίζονται με την τοποθέτηση του χάλυβα οπλισμού σκυροδέματος είναι από τις πλέον επικίνδυνες. Τα συχνότερα ατυχήματα συμβαίνουν από πτώσεις από ύψος και ηλεκτροπληξία. Γι’ αυτό συνιστάται:
- Η λίπανση του ξυλοτύπου να γίνεται ομοιόμορφα και να μην υπάρχουν περιοχές με πλεόνασμα λιπαντικού.
- Να γίνεται καλή στερέωση του οπλισμού, χωρίς ελλείψεις στα δεσίματα.
- Απαγορεύεται η μεταφορά των ράβδων από όροφο σε όροφο με τη μέθοδο της «πάσας»
- Εάν πλησίον του εργοταξίου διέρχονται αγωγοί ηλεκτρικού ρεύματος, τα μέτρα ασφαλείας τα οποία πρέπει να ληφθούν (π.χ. κατασκευή προστατευτικών σανιδωμάτων, ειδικών ξύλινων πλαισίων - περιθωρίων ασφαλείας στα σημεία διέλευσης) εξετάζονται από κοινού από την ΔΕΗ, τον ανάδοχο του έργου και τον Επιβλέποντα Μηχανικό, σύμφωνα με το Άρθρο 79 του Π.Δ. 1073/1981.
- Με μέριμνα του Τεχνικού Ασφαλείας, θα ενημερώνονται οι εργαζόμενοι και θα εφιστάται η προσοχή τους στην εφαρμογή ορθών και ασφαλών πρακτικών εκτέλεσης των δραστηριοτήτων τους.
Π9.8 Συγκολλήσεις
Γενικά, τα θέματα ασφαλείας σχετικά με τις συγκολλήσεις καθορίζονται από τα Π.Δ. 95/1978, Π.Δ. 1073/1981 (Αρθρα 96β, 96γ), Π.Δ. 70/1990 (Άρθρο 15.5), Υ.Α. οικ. 16289/330/1999 (Άρθρα 3. 9. 15) και Υ.Α. 7568 Φ.700.1, Πυροσβεστική Διάταξη 7/1996 Άρθρο 2.5).
Συνοπτικά και ενδεικτικά αναφέρονται τα εξής:
- Οι συσκευές ηλεκτροσυγκόλλησης καθώς και τα παρελκόμενά τους πρέπει να διατηρούνται σε άριστη κατάσταση, να ελέγχονται και να συντηρούνται τακτικά και με επιμέλεια από ειδικευμένο προσωπικό. Πρέπει να γειώνονται κατάλληλα η συσκευή ηλεκτροσυγκόλλησης, ο πάγκος εργασίας και οι κάθε είδους οπλισμοί. Το τροφοδοτικό καλώδιο να είναι κατάλληλου μεγέθους και μονωμένο με ενισχυμένη μόνωση. Μονωμένα θα είναι και όλα τα παρελκόμενα και κινητά μέρη της συσκευής που βρίσκονται υπό ηλεκτρική τάση. Οι φιάλες προστατευτικού αερίου να διασφαλίζονται έναντι ενδεχόμενης πτώσης.
- Τα δάπεδα εργασίας πρέπει να πληρούν τις απαραίτητες προϋποθέσεις από απόψεως αντοχής, αντιολισθηρότητας και πυρασφάλειας, να διατηρούνται καθαρά και να έχουν κατάλληλες διατάξεις και κλίσεις, ώστε να μη λιμνάζουν νερά. Σε υγρά δάπεδα εργασίας πρέπει να τοποθετείται κατάλληλο μονωτικό υλικό.
- Πρέπει να εξασφαλίζεται πλήρης αερισμός των θέσεων εργασίας, καθώς και άμεση απαγωγή των παραγομένων από την συγκόλληση αερίων.
- Δεν επιτρέπονται εργασίες συγκόλλησης κοντά σε πτητικά, εύφλεκτα και εκρηκτικά υλικά ή όταν υπάρχει σχετικός κίνδυνος λόγω εργασιών άλλων συνεργείων.
- Στους χώρους συγκολλήσεων πρέπει να υπάρχει επαρκής αριθμός πυροσβεστήρων και άλλων μέσων καταστολής πυρκαγιάς. Οι θέσεις συγκολλήσεων πρέπει να οριοθετούνται με κατάλληλα προστατευτικά πετάσματα, για την προστασία από ακτινοβολία των εργαζομένων και άλλων προσώπων που βρίσκονται παράπλευρα.
Π9.9 Αντιμετώπιση άλλων θεμάτων
Κατά τις εργασίες διακίνησης, διαμόρφωσης, και τοποθέτησης του χάλυβα οπλισμού σκυροδέματος οι εργαζόμενοι παραμένουν σε επίπονες στάσεις εργασίας για τον κορμό και την οσφυϊκή χώρα, για τα κάτω και άνω άκρα, για τον καρπό και για τον αυχένα, εξαιτίας της χειρωνακτικής διακίνησης των ράβδων, και των βλαπτικών στάσεων εργασίας.
Τα θέματα ασφάλειας και υγείας τα οποία σχετίζονται με την χειρωνακτική διακίνηση φορτίων και που συνεπάγονται κίνδυνο ιδίως για τη ράχη και την οσφυϊκή χώρα των εργαζομένων, καθορίζονται από το Π.Δ. 397/1994.
Όταν δεν μπορεί να αποφευχθεί η χειρωνακτική διακίνηση φορτίων από τον εργαζόμενο, το Π.Δ. 397/1994 προβλέπει μεταξύ άλλων, ότι ο εργοδότης πρέπει να:
- Αξιολογεί της συνθήκες ασφάλειας και υγείας του συγκεκριμένου τύπου εργασίας,
- Μεριμνά για την αποφυγή ή μείωση του κινδύνου βλάβης της ράχης και της οσφυϊκής χώρας των εργαζομένων,
- Παρέχει γενικές υποδείξεις ή ακριβείς πληροφορίες (όποτε είναι δυνατό),
- Λαμβάνει τα κατάλληλα οργανωτικά μέτρα, οφείλει δε να χρησιμοποιεί και να παρέχει στους εργαζόμενους τα κατάλληλα μέσα.
Σε κάθε περίπτωση θα συνεκτιμώνται τα χαρακτηριστικά του φορτίου (βάρος, κατανομή βάρους, όγκος, σχήμα, χειρισμός κ.α.), η απαιτούμενη σωματική προσπάθεια (κοπιώδης, σε ασταθή θέση, απότομες μετακινήσεις, στροφή κορμού κ.α.), τα χαρακτηριστικά του εργασιακού περιβάλλοντος (ελεύθερος χώρος, ανώμαλο ή ασταθές δάπεδο, δάπεδο με ανεπιπεδότητες και ανισοσταθμίες, ελεύθερο ύψος, δυσμενείς καιρικές συνθήκες κ.α.) καθώς και τα χαρακτηριστικά της εργασίας (ρυθμός εργασίας, ανεπαρκής χρόνος ανάπαυσης, παρατεταμένες σωματικές προσπάθειες κ.α.).
1. Π.Δ. 95/1978 «Περί μέτρων υγιεινής και ασφάλειας των απασχολούμενων εις εργασίας συγκολλήσεων».
2. Π.Δ. 778/1980 «Περί μέτρων ασφαλείας κατά την εκτέλεσιν οικοδομικών εργασιών».
3. Π.Δ. 1073/1981 «Περί μέτρων ασφαλείας κατά την εκτέλεσιν εργασιών εις εργοτάξια οικοδομών και πάσης φύσεως έργων αρμοδιότητας Πολιτικού Μηχανικού».
4. Ν. 1396/1983 «Υποχρεώσεις λήψης και τήρησης των μέτρων ασφαλείας στις οικοδομές και λοιπά ιδιωτικά τεχνικά έργα».
5. Ν. 1430/1984 «Κύρωση της 62 Διεθνούς Σύμβασης Εργασίας «που αφορά τις διατάξεις ασφαλείας στην οικοδομική βιομηχανία» και ρύθμιση θεμάτων που έχουν άμεση σχέση μ’ αυτή».
6. Υ.Α. 130646/1984 «Ημερολόγιο μέτρων ασφαλείας».
7. Ν. 1568/1985 «Υγιεινή και ασφάλεια των εργαζομένων».
8. Π.Δ. 225/1989 «Υγιεινή και ασφάλεια στα υπόγεια έργα».
9. Π.Δ. 70/1990 «Υγιεινή και ασφάλεια των εργαζομένων σε ναυπηγικές εργασίες», Άρθρο 15.5, Θερμές εργασίες.
10. Π.Δ. 85/1991 «Προστασία των εργαζομένων από τους κινδύνους που διατρέχουν λόγω της έκθεσής τους στο θόρυβο κατά την εργασία, σε συμμόρφωση προς την οδηγία 86/188/ΕΟΚ».
11. Π.Δ. 377/1993 «Προσαρμογή της Ελληνικής Νομοθεσίας στις Οδηγίες 89/392/ΕΟΚ και 91/368/ΕΟΚ του Συμβουλίου των Ευρωπαϊκών Κοινοτήτων σχετικά με τις μηχανές».
12. Π.Δ. 395/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρησιμοποίηση εξοπλισμού εργασίας από τους εργαζόμενους κατά την εργασία τους σε συμμόρφωση προς την οδηγία του Συμβουλίου 88/642/ΕΟΚ».
13. Π.Δ. 396/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρήση από τους εργαζόμενους εξοπλισμών ατομικής προστασίας κατά την εργασία σε συμμόρφωση προς την οδηγία του Συμβουλίου 88/655/ΕΟΚ».
14. Π.Δ. 397/1994 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας κατά την χειρωνακτική διακίνηση φορτίων που συνεπάγεται κίνδυνο ιδίως για τη ράχη και την οσφυϊκή χώρα των εργαζομένων σε συμμόρφωση προς την οδηγία του Συμβουλίου 90/269/ΕΟΚ».
15. Π.Δ. 105/1995 «Ελάχιστες προδιαγραφές για την σήμανση ασφαλείας ή/και υγείας στην εργασία σε συμμόρφωση με την Οδηγία 92/58/ΕΟΚ».
16. Π.Δ. 16/1996 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας στους χώρους εργασίας σε συμμόρφωση με την οδηγία 89/654/ΕΟΚ
17. Π.Δ. 17/1996 «Μέτρα για την βελτίωση της ασφάλειας και της υγείας των εργαζομένων κατά την εργασία σε συμμόρφωση με τις οδηγίες 89/391/ΕΟΚ και 91/383/ΕΟΚ».
18. Π.Δ. 18/1996 - Τροποποίηση του π.δ/τος 377/1993 «σχετικά με τις μηχανές σε συμμόρφωση προς τις οδηγίες του Συμβουλίου 93/44/ΕΟΚ και 93/68/ΕΟΚ»
19. Π.Δ. 305/1996 «Ελάχιστες προδιαγραφές ασφάλειας και υγείας που πρέπει να εφαρμόζονται στα προσωρινά ή κινητά εργοτάξια σε συμμόρφωση προς την οδηγία 92/57/ΕΟΚ».
20. Π.Δ. 88/1999 «Ελάχιστες προδιαγραφές για την οργάνωση του χρόνου εργασίας σε συμμόρφωση με την οδηγία 93/104/ΕΚ
21. Π.Δ. 89/1999 «Τροποποίηση του Π.Δ. 395/1994 σε συμμόρφωση με την οδηγία 95/63/ΈΚ του Συμβουλίου»
22. Υ.Α. οικ. 16289/330/1999, Άρθρα 3. 9. 15 «Συμμόρφωση της Ελληνικής Νομοθεσίας με την Οδηγία 97/23/ΕΟΚ του Ευρωπαϊκού Κοινοβουλίου και Συμβουλίου σχετικά με τον εξοπλισμό υπό πίεση».
23. Π.Δ. 304/2000 «Τροποποίηση του Π.Δ 395/1994 όπως αυτό τροποποιήθηκε με το Π.Δ 89/1999».
24. Π.Δ 155/2004 «Τροποποίηση του π.δ. 395/1994 "Ελάχιστες προδιαγραφές ασφάλειας και υγείας για τη χρησιμοποίηση εξοπλισμού εργασίας από τους εργαζόμενους κατά την εργασία τους σε συμμόρφωση με την οδηγία 89/655/ΕΟΚ" (Α' 220) όπως έχει τροποποιηθεί και ισχύει, σε συμμόρφωση με την οδηγία 2001/45/ΕΚ του Ευρωπαϊκού Κοινοβουλίου και του Συμβουλίου της 27ης Ιουνίου 2001».
25. Π.Δ. 149/2006 «Ελάχιστες προδιαγραφές υγείας και ασφάλειας όσον αφορά την έκθεση των εργαζομένων σε κινδύνους προερχόμενους από φυσικούς παράγοντες (θόρυβος) σε εναρμόνιση με την οδηγία 2003/10/ΕΚ»
26. Εγκύκλιος του Υπουργείου. Εργασίας αποφ. οικ. 130329/1995 «Αντιμετώπιση της θερμικής καταπόνησης των εργαζομένων κατά το θέρος».
27. Υ.Α. 7568 Φ.700.1, Πυροσβεστική Διάταξη 7/1996 (ΦΕΚ 155/Β713.3.96) Άρθρο 2.5) «Λήψη μέτρων πυροπροστασίας κατά την εκτέλεση θερμών εργασιών».
28. Ν. 2696/1999/Α-57 Κώδικας Οδικής Κυκλοφορίας, Άρθρο 32.
Τα ανωτέρω κείμενα διατίθενται:
- Σε έντυπη μορφή από το Υπουργείο Εργασίας. Διεύθυνση Συνθηκών Εργασίας, Επικούρου 29, 105 53 Αθήνα, καθώς και από το Εθνικό Τυπογραφείο (ΦΕΚ)
- Σε ηλεκτρονική μορφή στους δικτυακούς τόπους:
- του Υπουργείου Εργασίας http://www.ypakp.gr
- του Ελληνικού ινστιτούτου Υγιεινής και Ασφάλειας της Εργασίας (ΕΛΙΝΥΑΕ) http://www.elinyae.gr .
Τα Μέσα Ατομικής Προστασίας (Μ.Α.Π.) καθορίζονται γενικά από το Π.Δ. 396/1984 και τον Ν. 1430/1984 (Άρθρο 16), ενώ στο Π.Δ. 1073/1981 (Άρθρα 102-110) τα μέσα εξειδικεύονται στα έργα Πολιτικού Μηχανικού.
Στα Μ.Α.Π. που προβλέπονται κατά περίπτωση, περιλαμβάνονται: κράνος, ενισχυμένα υποδήματα, γάντια κοινά και ειδικών προδιαγραφών, δερμάτινες ποδιές, ατομικές ζώνες και σχοινιά ασφαλείας, γυαλιά και προσωπίδες με απορροφητικά κρύσταλλα, μάσκες συγκράτησης σκόνης, ωτοασπίδες ή ωτοπώματα κ.λπ.
Επισημαίνεται ότι για κάθε τύπο Μ.Α.Π. ισχύουν Ευρωπαϊκά Πρότυπα (ΕΝ) στα οποία καθορίζονται τα τεχνικά χαρακτηριστικά, οι αντοχές, τα υλικά κατασκευής κ.λπ. Τα Μ.Α.Π. που χρησιμοποιούνται στο εργοτάξιο πρέπει να συνοδεύονται από πιστοποιητικά από τα οποία να προκύπτει συμμόρφωσή τους προς τα οικεία Πρότυπα.
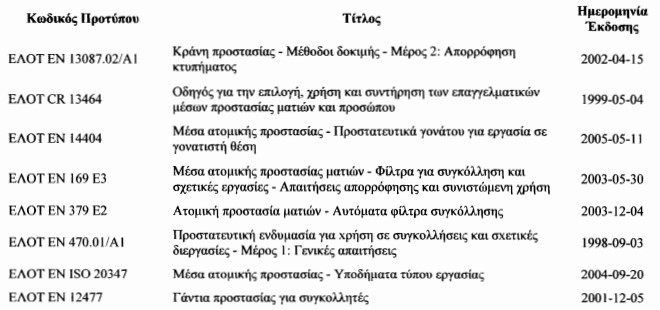
Τα μέτρα συλλογικής προστασίας είναι γενικού χαρακτήρα και προβλέπονται από τα Π.Δ. 1073/1981 (Άρθρα 85-87, 91, 101), Ν. 1430/1984 (Άρθρο 18), Π.Δ. 16/1996. Παραρτήματα I, II και IV), Π.Δ. 305/1996 (Παράρτημα IV), Π.Δ. 778/1980 (Άρθρο 21), Π.Δ. 85/1991 και Π.Δ. 105/1995.
Στα μέτρα συλλογικής προστασίας περιλαμβάνονται τα ακόλουθα:
- Εξασφάλιση από πτώση (κιγκλιδώματα ασφαλείας, προστατευτικά δίχτυα κ.λπ.)
- Εξασφάλιση από ηλεκτροπληξία
- Σήμανση ασφαλείας
- Περίφραξη εργοταξίου κ.λπ.
- Ύπαρξη υλικού πρώτων βοηθειών σε εμφανή θέση
- Απαγόρευση χρήσης οινοπνευματωδών, απαγόρευση εισόδου σε άτομα που βρίσκονται σε κατάσταση μέθης ή υπό την επήρεια ναρκωτικών ουσιών.
Σχετικές διατάξεις περιλαμβάνονται στα Π.Δ. 1073/1981 (Άρθρα 52-71, 85-87), Ν. 1430/1984 (Άρθρα 11-15), Π.Δ. 377/1993 (Παράρτημα I, Παράγραφος 4), Π.Δ. 395/1994 (Παραρτήματα I και Π), Π.Δ. 305/1996 (Παράρτημα IV).
Επισημαίνονται οι ακόλουθες βασικές απαιτήσεις:
- Η τοποθέτηση και η χρήση των ανυψωτικών μηχανημάτων θα γίνεται έτσι ώστε οι τροχιές τους να μην προσεγγίζουν εναέριους αγωγούς ηλεκτρικού ρεύματος ή τροχιές άλλων ανυψωτικών μηχανημάτων.
- Απαγορεύεται η διέλευση κάτω από ανυψωμένα φορτία.
- Ο χειρισμός των ανυψωτικών μηχανημάτων θα γίνεται από χειριστές, οι οποίοι διαθέτουν την απαιτούμενη σχετική άδεια εργασίας.
- Θα υπάρχει πλήρης εποπτεία της διαδρομής του φορτίου από τον χειριστή ή, όταν αυτό δεν είναι εφικτό, θα υπάρχει έμπειρος και υπεύθυνος τεχνικός που θα κατευθύνει τους χειρισμούς (κουμανταδόρος).
- Σχοινιά, συρματόσχοινα, αλυσίδες, άγκιστρα, αρτάνες (σαμπάνια) κ.λπ. θα έχουν επαρκή και ομοιόμορφη αντοχή σε όλο το μήκος τους, χωρίς κόμβους και θα επιθεωρούνται καθημερινά, από έμπειρο και ικανό προσωπικό.
- Απαγορεύεται η ανύψωση των δεμάτων ράβδων οπλισμού σκυροδέματος από τα δεσίματα συσκευασίας-συγκράτησής τους.
- Οι αρτάνες (σαμπάνια) θα σημαίνονται κατάλληλα, και θα λαμβάνεται πρόνοια ώστε να μην αστοχούν οι ενώσεις τους.
Για τα σχετικά με τη διακίνηση φορτίων με αυτοκίνητα, ο Κώδικας Οδικής Κυκλοφορίας (Άρθρο 32) προβλέπει σε γενικές γραμμές τα εξής:
- Πρέπει να επιλέγεται το κατάλληλο όχημα για τη μεταφορά.
- Το φορτίο πρέπει να τοποθετείται πάνω στο όχημα έτσι ώστε να μην υπάρχει οποιοσδήποτε κίνδυνος, να μην περιορίζεται η ορατότητα του οδηγού και να μην καλύπτονται οι φανοί (προειδοποίησης αλλαγής κατεύθυνσης, στάσης κ.λπ.) του οχήματος.
- Να χρησιμοποιούνται τα κατάλληλα μέτρα ασφαλείας. Ιμάντες, εξαρτήματα, εντατήρες, καλώδια, σχοινιά, αλυσίδες, καλύμματα κ.λπ., που χρησιμοποιούνται για εξασφάλιση ή προστασία του φορτίου, πρέπει να σφίγγονται και να στερεώνονται καλά.
- Το φορτίο απαγορεύεται να προεξέχει από το πίσω τμήμα του οχήματος περισσότερο από 30% του μήκους του αμαξώματος (άλλως απαιτείται ειδική άδεια).
- Τα προεξέχοντα φορτία πρέπει να σημαίνονται με κατάλληλη πινακίδα.
- Η εκφόρτωση διαμορφωμένου οπλισμού με ανατροπή απαγορεύεται απολύτως. Η εκφόρτωση μη διαμορφωμένου (ευθύγραμμου ή σε κουλούρες) οπλισμού συνιστάται να μην γίνεται με ανατροπή, αν όμως αυτό δεν είναι εφικτό, απαγορεύεται η χρήση γράσου ή άλλου αντίστοιχου υλικού για τη διευκόλυνση της ολίσθησης των οπλισμών.
Στο Π.Δ. 17/1996 (Άρθρο 7, Παρ. 9) ορίζονται τα της συνυπευθυνότητας στην περίπτωση κατά την οποία πολλά συνεργεία, υπό διαφορετικούς εργοδότες-εργολάβους, μοιράζονται τον ίδιο τόπο εργασίας (μονάδες διαμόρφωσης, εργοτάξια), τον έλεγχο του οποίου έχει άλλο πρόσωπο. Οι εργοδότες, εργολάβοι κ.λπ. οφείλουν να συνεργάζονται για την εφαρμογή των διατάξεων σχετικά με την ασφάλεια, την υγεία και υγιεινή, να συντονίζουν τις δραστηριότητές τους για την προστασία των εργαζομένων και την πρόληψη των επαγγελματικών κινδύνων, να αλληλοενημερώνονται και να ενημερώνει ο καθένας τους υπό αυτόν εργαζομένους και τους εκπροσώπους τους για τους κινδύνους αυτούς και τις υποχρεώσεις τους, όσον αφορά την πιστή εφαρμογή των οδηγιών που τους δίδονται. Την ευθύνη συντονισμού των δραστηριοτήτων αναλαμβάνει υποχρεωτικώς το πρόσωπο που έχει υπό τον έλεγχό του τον τόπο εργασίας.
Γενικώς, τα θέματα που αναφέρονται σε εξοπλισμούς εργασίας και μηχανήματα καλύπτονται από τα Π.Δ. 1073/1981 (Άρθρα 45-51), Ν. 1568/1985 (Άρθρα 22, 23), Π.Δ. 377/1993 (Παράρτημα I), Π.Δ. 395/1994 (Παραρτήματα I και II), Π.Δ. 18/1996 και Π.Δ. 305/1996 (Παράρτημα IV). Ειδικότερα, τα μηχανήματα διαμόρφωσης (κουρμπαδόροι, ψαλίδια, στράντζες, αυτόματοι διαμορφωτές κ.λπ.) πρέπει να έχουν σήμα CE και να συνοδεύονται από εγχειρίδιο του κατασκευαστή μεταφρασμένο στα ελληνικά, από γραπτές οδηγίες ασφαλούς χρήσης και συντήρησης, πρέπει δε να φέρουν όλες τις απαραίτητες για την ασφάλεια των εργαζομένων προειδοποιητικές ενδείξεις και σημάνσεις.
Γενικώς, τα θέματα ασφαλείας που αναφέρονται στα δάπεδα εργασίας, στις κλίμακες, στα ικριώματα, στα ανοίγματα οριζοντίων και κατακόρυφων επιφανειών, καθώς και σε θέματα καιρικών συνθηκών, καλύπτονται από την Εγκύκλιο του Υπουργείου Εργασίας Αποφ. οικ. 130329/1995, τα Π.Δ. 778/1980, 225/1989, 395/1994, 16/1996, 305/1996, τον Ν 1430/1984 και την Υ.Α. 16440/Φ. 10.4/445/1993.
Οι εργασίες που σχετίζονται με την τοποθέτηση του χάλυβα οπλισμού σκυροδέματος είναι από τις πλέον επικίνδυνες. Τα συχνότερα ατυχήματα συμβαίνουν από πτώσεις από ύψος και ηλεκτροπληξία. Γι’ αυτό συνιστάται:
- Η λίπανση του ξυλοτύπου να γίνεται ομοιόμορφα και να μην υπάρχουν περιοχές με πλεόνασμα λιπαντικού.
- Να γίνεται καλή στερέωση του οπλισμού, χωρίς ελλείψεις στα δεσίματα.
- Απαγορεύεται η μεταφορά των ράβδων από όροφο σε όροφο με τη μέθοδο της «πάσας»
- Εάν πλησίον του εργοταξίου διέρχονται αγωγοί ηλεκτρικού ρεύματος, τα μέτρα ασφαλείας τα οποία πρέπει να ληφθούν (π.χ. κατασκευή προστατευτικών σανιδωμάτων, ειδικών ξύλινων πλαισίων - περιθωρίων ασφαλείας στα σημεία διέλευσης) εξετάζονται από κοινού από την ΔΕΗ, τον ανάδοχο του έργου και τον Επιβλέποντα Μηχανικό, σύμφωνα με το Άρθρο 79 του Π.Δ. 1073/1981.
- Με μέριμνα του Τεχνικού Ασφαλείας, θα ενημερώνονται οι εργαζόμενοι και θα εφιστάται η προσοχή τους στην εφαρμογή ορθών και ασφαλών πρακτικών εκτέλεσης των δραστηριοτήτων τους.
Γενικά, τα θέματα ασφαλείας σχετικά με τις συγκολλήσεις καθορίζονται από τα Π.Δ. 95/1978, Π.Δ. 1073/1981 (Αρθρα 96β, 96γ), Π.Δ. 70/1990 (Άρθρο 15.5), Υ.Α. οικ. 16289/330/1999 (Άρθρα 3. 9. 15) και Υ.Α. 7568 Φ.700.1, Πυροσβεστική Διάταξη 7/1996 Άρθρο 2.5).
Συνοπτικά και ενδεικτικά αναφέρονται τα εξής:
- Οι συσκευές ηλεκτροσυγκόλλησης καθώς και τα παρελκόμενά τους πρέπει να διατηρούνται σε άριστη κατάσταση, να ελέγχονται και να συντηρούνται τακτικά και με επιμέλεια από ειδικευμένο προσωπικό. Πρέπει να γειώνονται κατάλληλα η συσκευή ηλεκτροσυγκόλλησης, ο πάγκος εργασίας και οι κάθε είδους οπλισμοί. Το τροφοδοτικό καλώδιο να είναι κατάλληλου μεγέθους και μονωμένο με ενισχυμένη μόνωση. Μονωμένα θα είναι και όλα τα παρελκόμενα και κινητά μέρη της συσκευής που βρίσκονται υπό ηλεκτρική τάση. Οι φιάλες προστατευτικού αερίου να διασφαλίζονται έναντι ενδεχόμενης πτώσης.
- Τα δάπεδα εργασίας πρέπει να πληρούν τις απαραίτητες προϋποθέσεις από απόψεως αντοχής, αντιολισθηρότητας και πυρασφάλειας, να διατηρούνται καθαρά και να έχουν κατάλληλες διατάξεις και κλίσεις, ώστε να μη λιμνάζουν νερά. Σε υγρά δάπεδα εργασίας πρέπει να τοποθετείται κατάλληλο μονωτικό υλικό.
- Πρέπει να εξασφαλίζεται πλήρης αερισμός των θέσεων εργασίας, καθώς και άμεση απαγωγή των παραγομένων από την συγκόλληση αερίων.
- Δεν επιτρέπονται εργασίες συγκόλλησης κοντά σε πτητικά, εύφλεκτα και εκρηκτικά υλικά ή όταν υπάρχει σχετικός κίνδυνος λόγω εργασιών άλλων συνεργείων.
- Στους χώρους συγκολλήσεων πρέπει να υπάρχει επαρκής αριθμός πυροσβεστήρων και άλλων μέσων καταστολής πυρκαγιάς. Οι θέσεις συγκολλήσεων πρέπει να οριοθετούνται με κατάλληλα προστατευτικά πετάσματα, για την προστασία από ακτινοβολία των εργαζομένων και άλλων προσώπων που βρίσκονται παράπλευρα.
Κατά τις εργασίες διακίνησης, διαμόρφωσης, και τοποθέτησης του χάλυβα οπλισμού σκυροδέματος οι εργαζόμενοι παραμένουν σε επίπονες στάσεις εργασίας για τον κορμό και την οσφυϊκή χώρα, για τα κάτω και άνω άκρα, για τον καρπό και για τον αυχένα, εξαιτίας της χειρωνακτικής διακίνησης των ράβδων, και των βλαπτικών στάσεων εργασίας.
Τα θέματα ασφάλειας και υγείας τα οποία σχετίζονται με την χειρωνακτική διακίνηση φορτίων και που συνεπάγονται κίνδυνο ιδίως για τη ράχη και την οσφυϊκή χώρα των εργαζομένων, καθορίζονται από το Π.Δ. 397/1994.
Όταν δεν μπορεί να αποφευχθεί η χειρωνακτική διακίνηση φορτίων από τον εργαζόμενο, το Π.Δ. 397/1994 προβλέπει μεταξύ άλλων, ότι ο εργοδότης πρέπει να:
- Αξιολογεί της συνθήκες ασφάλειας και υγείας του συγκεκριμένου τύπου εργασίας,
- Μεριμνά για την αποφυγή ή μείωση του κινδύνου βλάβης της ράχης και της οσφυϊκής χώρας των εργαζομένων,
- Παρέχει γενικές υποδείξεις ή ακριβείς πληροφορίες (όποτε είναι δυνατό),
- Λαμβάνει τα κατάλληλα οργανωτικά μέτρα, οφείλει δε να χρησιμοποιεί και να παρέχει στους εργαζόμενους τα κατάλληλα μέσα.
Σε κάθε περίπτωση θα συνεκτιμώνται τα χαρακτηριστικά του φορτίου (βάρος, κατανομή βάρους, όγκος, σχήμα, χειρισμός κ.α.), η απαιτούμενη σωματική προσπάθεια (κοπιώδης, σε ασταθή θέση, απότομες μετακινήσεις, στροφή κορμού κ.α.), τα χαρακτηριστικά του εργασιακού περιβάλλοντος (ελεύθερος χώρος, ανώμαλο ή ασταθές δάπεδο, δάπεδο με ανεπιπεδότητες και ανισοσταθμίες, ελεύθερο ύψος, δυσμενείς καιρικές συνθήκες κ.α.) καθώς και τα χαρακτηριστικά της εργασίας (ρυθμός εργασίας, ανεπαρκής χρόνος ανάπαυσης, παρατεταμένες σωματικές προσπάθειες κ.α.).
Π10.1 Γενική Θεώρηση
Η κόπωση είναι το φαινόμενο της αστοχίας ενός υλικού υπό κυκλική διαδικασία φόρτισης, μεταξύ μιας ελάχιστης και μιας μέγιστης τιμής τάσεως πολύ μικρότερης του ορίου θραύσεως του υλικού, που είναι η κατάληξη της συσσώρευσης βλάβης λόγω αύξησης του μεγέθους κάποιας προϋπάρχουσας ή νεοδημιουργηθείσας ρωγμής κατά την εξέλιξη της φόρτισης.
Κατά την κόπωση προκαλείται προοδευτική αύξηση των ρωγμών οι οποίες οδηγούν σε πλήρη θραύση του υλικού εάν το πλήθος των κύκλων φόρτισης υπερβεί ένα όριο. Η θραύση προκαλείται για τιμές τάσεων μικρότερες της αντοχής του υλικού σε στατική μονότονη φόρτιση. Για τις πρακτικές εφαρμογές έργων πολιτικού μηχανικού, το πλήθος των κύκλων φόρτισης το οποίο απαιτείται να αντέξει το υλικό είναι της τάξεως των 2χ106 έως ΙΟχΙΟ6 (βλ. Ευρωκώδικα 1).
Κατά κανόνα, η κόπωση δεν εμφανίζεται συχνά σε κατασκευές από οπλισμένο σκυρόδεμα και τούτο διότι το εύρος της διακύμανσης των τάσεων στον χάλυβα δεν είναι συνήθως μεγάλο. Στις συνήθεις κτιριακές κατασκευές από οπλισμένο σκυρόδεμα, στις οποίες τα νεκρά φορτία αντιπροσωπεύουν το μεγαλύτερο μέρος της στατικής έντασης, τα ωφέλιμα φορτία αφενός μεν προκαλούν μικρού εύρους διακυμάνσεις τάσεων, αφετέρου δε το πλήθος των διακυμάνσεων, στην συνολική διάρκεια ζωής της κατασκευής, είναι μικρό. Σε ειδικές όμως κατασκευές ή περιπτώσεις (π.χ. γέφυρες, γερανογέφυρες, εδράσεις μηχανών, πλωτές κατασκευές, προκατασκευή κ.λπ.) ενδέχεται τόσο το εύρος διακύμανσης των τάσεων όσο και το πλήθος των κύκλων φόρτισης να είναι σημαντικά, οπότε πρέπει να εξετάζεται το πρόβλημα της κόπωσης. Σημειώνεται ότι στις περιπτώσεις ολιγοκυκλικής καταπόνησης και πολύ μεγάλου εύρους διακύμανσης τάσεων, όπως π.χ. συμβαίνει σε έναν μεγάλο σεισμό, η ενδεχόμενη αστοχία επέρχεται συνήθως πριν προλάβει να εκδηλωθεί το φαινόμενο της κόπωσης.
Γενικώς, στις κατασκευές από οπλισμένο σκυρόδεμα, προβλήματα κόπωσης είναι δυνατόν να εμφανισθούν είτε στο σκυρόδεμα, είτε στον χάλυβα είτε, τέλος, στη συνάφεια σκυροδέματος και χάλυβα. Στο Παράρτημα αυτό εξετάζεται μόνο η κόπωση των χαλύβων οπλισμού σκυροδέματος. Για την κόπωση του σκυροδέματος και της συνάφειας βλ. ΕΝ 1992-1-1 (EC2).
Π 10.2 Μηχανισμός θραύσης από κόπωση
Η θραύση από κόπωση χαλύβων οπλισμού σκυροδέματος συνήθως πραγματοποιείται σε τρία στάδια: Στο πρώτο στάδιο ξεκινάει μια ρωγμή, συνήθως από κάποιο ελάττωμα ή κάποια ασυνέχεια. Στο δεύτερο στάδιο η ρωγμή επεκτείνεται. Στο τρίτο στάδιο επέρχεται η θραύση της ράβδου, λόγω της μείωσης της διατομής που προκαλεί η πρόοδος της ρωγμής και του υψηλότατου εντατικού πεδίου που αναπτύσσεται στο χείλος της ρωγμής (το αρηγμάτωτο τμήμα της διατομής δεν είναι πλέον σε θέση να αναλάβει την επιβαλλόμενη τάση). Η αστοχία από κόπωση μπορεί να αναγνωρισθεί από τη χαρακτηριστική μορφή που παρουσιάζει η επιφάνεια θραύσης της ράβδου (μια τυπική μορφή θραύσης φαίνεται στο Σχ. Π10-1). Η επιφάνεια παρουσιάζει δύο διακεκριμένες περιοχές: η μία περιοχή έχει λεία επιφάνεια, ενώ η υπόλοιπη επιφάνεια έχει τραχεία-κοκκώδη υφή.
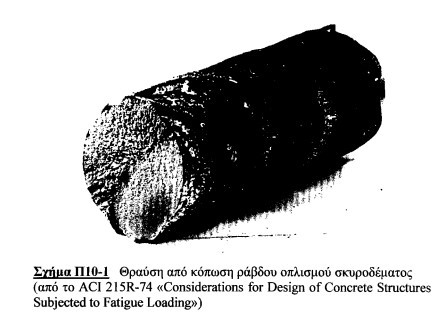 Π10.3 Παράγοντες που επηρεάζουν τη κόπωση
Π10.3 Παράγοντες που επηρεάζουν τη κόπωση
Εκτός από το εύρος διακύμανσης της τάσης (Ao=alnax-amin) και το πλήθος των κύκλων φόρτισης, Ν, οι οποίοι είναι οι κυριότεροι παράγοντες που επηρεάζουν τη συμπεριφορά των χαλύβων οπλισμού σκυροδέματος σε κόπωση, άλλοι παράγοντες είναι:
- Η συχνότητα της επαναλαμβανόμενης φόρτισης
- Οι συγκεντρώσεις τάσεων που προκαλούνται από την παρουσία βελονισμών, εγκοπών ή πληγών στην επιφάνεια της ράβδου
- Η ύπαρξη νευρώσεων οι οποίες καταλήγουν απότομα στον κορμό της ράβδου, χωρίς δηλαδή να υπάρχει κατάλληλη καμπύλη συναρμογής (η αντοχή σε κόπωση μειώνεται όσο μειώνεται ο λόγος της ακτίνας καμπυλότητας στην περιοχή συναρμογής προς το ύψος της νεύρωσης)
- Η παρουσία συγκολλήσεων και οι ενδεχόμενες κάμψεις και επανευθυγραμμίσεις των ράβδων (η αντοχή σε κόπωση μπορεί να μειωθεί έως και κατά 50%)
- Το περιβάλλον: Όταν ο συνδυασμός υλικού και περιβάλλοντος ευνοεί τη διάβρωση με βελονισμούς, τότε ευνοείται η ανάπτυξη και η διάδοση ρωγμών. Ο συνδυασμός της διαβρωτικής επίδρασης με την κυκλική καταπόνηση στα μέταλλα, είναι γνωστός ως “κόπωση διάβρωσης”
- Το μέγεθος των κόκκων και το πορώδες του πολυκρυσταλλικού υλικού
- Η τραχύτητα της επιφάνειας (επιφανειακές ανωμαλίες)
- Οι κατεργασίες επιφανειακής σκλήρυνσης. Ειδικώς, η θερμική κατεργασία (βαφή και επαναφορά) των χαλύβων οπλισμού σκυροδέματος, προκαλεί αύξηση της αντοχής σε κόπωση του μετάλλου δεδομένου ότι οι ρωγμές τείνουν να ξεκινήσουν, ως επί το πλείστον, από την επιφάνεια η οποία είναι σκληρότερη και ανθεκτικότερη
- Η παρουσία και δεύτερης φάσης στο υλικό
- Το είδος του μετάλλου ή του κράματος
- Η θερμοκρασία του υλικού (βλ. και Παραγρ. 3.6 του παρόντος Κανονισμού).
Αντοχή σε κόπωση ορίζεται το μέγιστο εύρος διακύμανσης τάσεων το οποίο μπορεί να αντέξει μια ράβδος για ένα δεδομένο πλήθος κύκλων φόρτισης. Η κρίσιμη σχέση μεταξύ του εύρους διακύμανσης των τάσεων, Δσ, και του πλήθους των κύκλων, Ν, παρουσιάζεται από την καμπύλη κόπωσης (καμπύλη Wohler, σε λογαριθμικούς άξονες logΔσ-logN). Η καμπύλη αυτή για τους χάλυβες οπλισμού σκυροδέματος παρουσιάζει τρεις χαρακτηριστικές περιοχές: στην πρώτη περιοχή (μέχρι μερικές χιλιάδες κύκλους) η αντοχή σε κόπωση πρακτικά δεν μειώνεται. Στη δεύτερη περιοχή έχουμε μια γραμμική μείωση. Στην τρίτη περιοχή (για πλήθος κύκλων μεγαλύτερο από N*=1x106 έως 10χ106) η καμπύλη παρουσιάζει πολύ μικρή κλίση (πρακτικά είναι οριζόντια) και μπορεί να θεωρηθεί ότι για το αντίστοιχο εύρος διακύμανσης τάσεων, AoRsk, η ράβδος έχει «άπειρη» διάρκεια ζωής σε κόπωση. Σύμφωνα με τον Ευρωκώδικα ΕΝ 1992-1-1 η χαρακτηριστική καμπύλη της αντοχής σε κόπωση έχει τη μορφή του Σχ. Π10-2. Οι παράμετροι για τον καθορισμό της καμπύλης δίνονται στον Πιν. Π10-1 για δύο κατηγορίες ράβδων: ευθύγραμμες και συγκολλημένες (π.χ. πλέγματα).
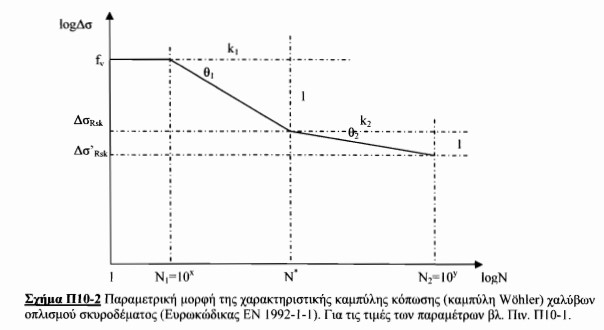
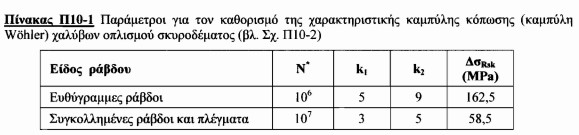 Η αντοχή σε κόπωση χαλύβων οπλισμού σκυροδέματος κατηγορίας B500C, είναι πρακτικώς ανεξάρτητη του ορίου διαρροής και της εφελκυστικής αντοχής της ράβδου.
Η αντοχή σε κόπωση χαλύβων οπλισμού σκυροδέματος κατηγορίας B500C, είναι πρακτικώς ανεξάρτητη του ορίου διαρροής και της εφελκυστικής αντοχής της ράβδου.
Σύμφωνα με τα Πρότυπα ΕΛΟΤ ΕΝ 10080 και ΕΛΟΤ 1421-3 όταν υπάρχουν απαιτήσεις έναντι κόπωσης, τότε πρέπει:
- οι ευθύγραμμες ράβδοι να αντέχουν Δσ= 150MPa στους 2x106 κύκλους και,
- οι συγκολλημένες ράβδοι και πλέγματα να αντέχουν Δσ=150MPa στους 2x106 κύκλους.
Οι παραπάνω τιμές συμφωνούν με τα δεδομένα του Ευρωκώδικα 2 ΕΝ 1992-1-1. Πράγματι, στο Σχ. Π10-3 έχουν σχεδιασθεί οι καμπύλες κόπωσης, με βάση τα στοιχεία του Πιν. Π10-1, για τις δύο περιπτώσεις ράβδων, από όπου προκύπτει ότι η αντοχή κόπωσης για πλήθος κύκλων φόρτισης Ν=2χ106, είναι αντιστοίχως 150MPa και 100MPa για τις δύο κατηγορίες των ράβδων.
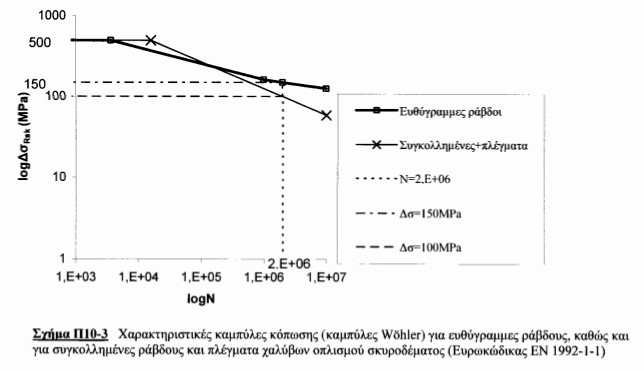
Η αναμόρφωση του Κανονισμού Τεχνολογίας Χαλύβων Οπλισμού Σκυροδέματος έγινε από Επιτροπή που συγκροτήθηκε με τις Δ14/69796 και Δ14/71325 Αποφάσεις του Υφυπουργού ΠΕ.ΧΩ.ΔΕ. κ. Θεμιστοκλή Ξανθόπουλου. Οι εργασίες της Επιτροπής πραγματοποιήθηκαν στο ΚΕΔΕ.
Μέλη της Επιτροπής ήταν οι:
4. Η απόφαση αυτή και ο Νέος Κανονισμός Τεχνολογίας Χαλύβων Οπλισμού Σκυροδέματος 2008 να δημοσιευθούν στην Εφημερίδα της Κυβερνήσεως.
Αθήνα, 1 Ιουλίου 2008
Ο ΥΦΥΠΟΥΡΓΟΣ
ΘΕΜΙΣΤΟΚΛΗΣ ΞΑΝΘΟΠΟΥΛΟΣ