Υ.Α. 12479 Φ17/414/1991 (ΦΕΚ 431/Β` 24.6.1991)
Καταργήθηκε από την :
- Υ.Α. Οικ. 46248/ΔΤΒΝ 1008/2016, (ΦΕΚ 1339/Β/12.5.2016) «Προσαρμογή της ελληνικής νομοθεσίας στην Οδηγία 2014/29/ΕΕ ΤΟΥ ΕΥΡΩΠΑΪΚΟΥ ΚΟΙΝΟΒΟΥΛΙΟΥ ΚΑΙ ΤΟΥ ΣΥΜΒΟΥΛΙΟΥ της 26ης Φεβρουαρίου 2014 για την εναρμόνιση των νομοθεσιών των κρατών μελών σχετικά με τη διάθεση στην αγορά απλών δοχείων πίεσης (αναδιατύπωση)» (Άρθρο 41: κατάργηση από 20.4.2016)
Τροποποιήθηκε από :
- Υ.Α. 20769/6285/1994, (ΦΕΚ 977/Β/30.12.1994) «Τροποποίηση της 12479/Φ17/414/1991 (431/Β), κοινής απόφασης των Υπουργών Εθνικής Οικονομίας και Αναπληρωτή Βιομηχανίας, Ενέργειας και Τεχνολογίας, για τα απλά δοχεία πίεσης σε συμμόρφωση προς την οδηγία του Συμβουλίου των Ευρωπαϊκών Κοινοτήτων 93/68/ΕΟΚ για τη χρήση της σήμανσης «CE» (EEL 220/30-8-93)»
| Συνημμένο | Μέγεθος |
|---|---|
| ΦΕΚ 431Β_1991 | 395.77 KB |
1. Τις διατάξεις του άρθρου 2, παρ. 7, αριθµ. (η) και 3 του Ν. 1338 «Εφαρµογή του Κοινοτικού ∆ικαίου» (ΦΕΚ 34/Α/17.3.83), όπως τροποποιήθηκε µε το άρθρο 6 του Ν. 1440/84 «Συµµετοχή της Ελλάδας, στο κεφάλαιο, στα αποθέµατα και στις προβλέψεις της Ευρωπαϊκής Τράπεζας Επενδύσεων, στο Κεφάλαιο της Ευρωπαϊκής Κοινότητας Άνθρακος, Χάλυβος και του Οργανισµού Εφοδιασµού EURATOM » (ΦΕΚ 70/Α/21.5.84).
2. Τις διατάξεις των Π.∆. 229/86 (ΦΕΚ 96/Α/6.7.86) «Σύσταση Οργάνωση της Γενικής Γραµµατείας Βιοµηχανίας» και 396/89 (ΦΕΚ 172/Α/16.6.89) «Οργανισµός της Γενικής Γραµµατείας Βιοµηχανίας».
3. Την Υ 1074/14.5.90 (ΦΕΚ 325/Β/90) απόφαση του Πρωθυπουργού και του Υπουργού Βιοµηχανίας, Ενέργειας και Τεχνολογίας «Ανάθεση αρµοδιοτήτων στον Υφυπουργό Βιοµηχανίας, Ενέργειας και Τεχνολογίας, Β. Μαντζώρη».
4. Την Υ 1201/5.10.90 απόφαση του Πρωθυπουργού «Καθορισµό αρµοδιοτήτων του Αναπληρωτή Υπουργού Εθνικής Οικονοµίας Ευθυµίου Χριστοδούλου» (Β΄636) όπως συµπληρώθηκε µε την Υ 1250/91 απόφαση του Πρωθυπουργού.
5. Τις υπ’ αριθµό 87/404/ΕΟΚ και 90/488/ΕΟΚ οδηγίες του Συµβουλίου των Ευρωπαϊκών Κοινοτήτων (Ε.Ε. L 220/87 και L 220/90), αποφασίζουµε:
Σκοπός της παρούσας απόφασης είναι η προσαρµογή της Ελληνικής Νοµοθεσίας µε τις υπ’ αριθµό 87/404/ΕΟΚ της 25ης Ιουνίου 1987 και 90/488/ΕΟΚ της 17ης Σεπτεµβρίου οδηγίες του Συµβουλίου των Ευρωπαϊκών Κοινοτήτων για την προσέγγιση των Νοµοθεσιών των κρατών µελών όσον αφορά τα απλά δοχεία πίεσης.
1. Η παρούσα απόφαση εφαρµόζεται στα απλά δοχεία πίεσης που κατασκευάζονται εν σειρά.
2. Κατά την έννοια της παρούσας απόφασης, νοείται ως απλό δοχείο πίεσης: κάθε συγκολληµένο δοχείο που υποβάλλεται σε σχετική εσωτερική πίεση ανώτερη από 0,5 Bar, προορίζεται να περιέχει αέρα ή άζωτο και δεν προορίζεται να εκτεθεί σε φλόγα.
Επιπλέον:
− Τα µέρη και οι συναρµολογήσεις που συντελούν την αντοχή του δοχείου στην πίεση είναι κατασκευασµένα είτε από µη κεκραµένο χάλυβα ποιότητας, είτε από µη κεκραµένο αλουµίνιο ή από µη επιδεκτικά βαφής κράµατα αλουµινίου.
− Το δοχείο αποτελείται :
− Είτε από κυλινδρικό τµήµα κυκλικής διατοµής που κλείεται από θολωτούς πυθµένες µε κοιλότητα στραµµένη προς τα έσω ή / και επίπεδους πυθµένες.
Οι πυθµένες αυτοί έχουν τον ίδιο άξονα περιστροφής όπως και το κυλινδρικό τµήµα,
− Είτε από θολωτούς πυθµένες µε τον ίδιο άξονα περιστροφής.
− Η µέγιστη πίεση χρήσης του δοχείου είναι µικρότερη ή ίση µε 30 Bar και το γινόµενο αυτό της πίεσης επί τη χωρητικότητα του δοχείου (PS.V) ισούται το πολύ µε 30.000 Bar.L.
− Η ελάχιστη θερµοκρασία χρήσης δεν πρέπει να είναι κατώτερη από –50 oC και η µέγιστη θερµοκρασία χρήσης δεν πρέπει να υπερβαίνει τους 300 o C για τα δοχεία από χάλυβα ή τους 100 o C για τα δοχεία από αλουµίνιο ή κράµα αλουµινίου.
3. Από την παρούσα απόφαση εξαιρούνται τα ακόλουθα δοχεία:
− Τα δοχεία που είναι ειδικά σχεδιασµένα για να χρησιµοποιηθούν στις πυρηνικές εγκαταστάσεις και των οποίων µια αστοχία µπορεί να προκαλέσει εκποµπής ραδιενέργειας.
− Τα δοχεία που προορίζονται ειδικά για την εγκατάσταση σε πλοία και αεροσκάφη ή για την προώθησή τους.
− Οι πυροσβέστες.
1. Τα δοχεία που αναφέρονται στο άρθρο 2, στο εξής αποκαλούµενα «δοχεία», επιτρέπεται να διατίθεται στην αγορά και να τίθενται σε λειτουργία µόνον όταν δεν θέτουν σε κίνδυνο την ασφάλεια των ανθρώπων, των κατοικίδιων ζώων ή των αγαθών, εφόσον εγκαθίστανται και συντηρούνται σωστά και εφόσον χρησιµοποιούνται σύµφωνα µε τον προορισµό τους.
2. Με την παρούσα απόφαση δεν αποκλείεται η δυνατότητα καθορισµού των απαιτήσεων που κρίνονται απαραίτητες για τη εξασφάλιση της προστασίας των εργαζοµένων κατά τη χρησιµοποίηση των δοχείων, εφόσον αυτό δεν συνεπάγεται τροποποιήσεις αυτών των δοχείων σε σχέση µε τις προδιαγραφές της παρούσας απόφασης, και µε την επιφύλαξη της τήρησης της Συνθήκης ΕΟΚ.
3α. Τα δοχεία των οποίων το γινόµενο PS.V είναι µεγαλύτερο από 50 Bar.L πρέπει να ανταποκρίνεται στις ουσιώδεις απαιτήσεις ασφαλείας που αναφέρονται στο παράρτηµα Ι του άρθρου 18.
3β. Τα δοχεία των οποίων το γινόµενο PS.V είναι µικρότερο ή ίσο προς 50 Bar.L πρέπει να έχουν κατασκευαστεί σύµφωνα µε τους κανόνες της τέχνης που χρησιµοποιούνται στον τοµέα αυτό από ένα από τα Κράτη µέλη και να φέρουν τις ενδείξεις που προβλέπονται στο παράρτηµα ΙΙ, στο σηµείο Ι, πλήν του σήµατος «ΕΚ» που αναφέρεται στο άρθρο 16.
Τα δοχεία, εφόσον υπό τις προϋποθέσεις των άρθρων 5 και 8, ανταποκρίνονται προς τις διατάξεις του άρθρου 3, επιτρέπεται να διατίθενται και να λειτουργούν ελεύθερα στην αγορά.
1. Τα δοχεία που είναι εφοδιασµένα µε το σήµα «ΕΚ» που δηλώνει την πιστότητα τους προς τα σχετικά εθνικά πρότυπα τα οποία αναπαράγουν τα εναρµονισµένα πρότυπα των οποίων τα στοιχεία έχουν δηµοσιευθεί στην Επίσηµη Εφηµερίδα των Ευρωπαϊκών Κοινοτήτων, θεωρούνται ότι συµφωνούν µε τις ουσιώδεις απαιτήσεις ασφαλείας που αναφέρονται στο άρθρο 3.
2. Τα δοχεία, για τα οποία ο κατασκευαστής δεν εφάρµοσε ή εφάρµοσε εν µέρει τα πρότυπα που αναφέρονται στην παράγραφο Ι, ή εφόσον δεν υπάρχουν πρότυπα, θεωρούνται ότι συµφωνούν µε τις ουσιώδεις απαιτήσεις ασφαλείας που αναφέρονται στο άρθρο 3, όταν ύστερα, από τη λήψη βεβαίωσης τύπου «ΕΚ», η πιστότητα τους προς το εγκεκριµένο υπόδειγµα βεβαιούται µε την επίθεση του σήµατος «ΕΚ».
Στην περίπτωση κατά την οποία το ΥΒΕΤ ή η Επιτροπή ΕΟΚ, θεωρείται ότι τα εναρµονισµένα πρότυπα που αναφέρονται στο άρθρο 5, παράγραφος Ι, δεν πληρούν απόλυτα τις ουσιώδεις απαιτήσεις ασφαλείας που αναφέρονται στο άρθρο 3, η Επιτροπή ΕΟΚ ή το ΥΒΕΤ συγκαλεί τη µόνιµη επιτροπή που έχει συσταθεί µε την οδηγία 83/189/ΕΟΚ, καλούµενη στο εξής «Επιτροπή», εκθέτοντας τους λόγους της αµφισβήτησης. Με βάση τη γνώµη της Επιτροπής αυτής η Επιτροπή ΕΟΚ µπορεί να γνωστοποιήσει στο ΥΒΕΤ την ανάγκη να αποσυρθούν ή όχι τα σχετικά πρότυπα από τις δηµοσιεύσεις που αναφέρονται στο άρθρο 5, παράγραφος Ι.
Στην περίπτωση κατά την οποία διαπιστωθεί από το ΥΒΕΤ ότι υπάρχει κίνδυνος, τα δοχεία µε το σήµα «ΕΚ» που χρησιµοποιούνται σύµφωνα µε τον προορισµό τους, να θέτουν σε κίνδυνο την ασφάλεια των ανθρώπων, των κατοικίδιων ζώων ή των αγαθών, µε αιτιολογηµένη απόφαση του Υπουργού Βιοµηχανίας, Ενέργειας και Τεχνολογίας τα ανωτέρα πρότυπα θα αποσύρονται από την αγορά ή θα απαγορεύεται ή θα περιορίζεται η διάθεσή τους στην αγορά.
Η παραπάνω απόφαση θα κοινοποιείται αµέσως στην Επιτροπή αναφέροντας τους λόγους λήψεως της, ιδίως αν η µη πιστότητα προκύπτει:
(α) από µη τήρηση των ουσιωδών απαιτήσεων που αναφέρονται στο άρθρο 3, παράγραφος 3 όταν το δοχείο δεν ανταποκρίνεται στα πρότυπα που αναφέρονται στο άρθρο 5, παράγραφος 1,
(β) από κακή εφαρµογή των προτύπων που αναφέρονται στο άρθρο 5, παράγραφος 1,
(γ) από έλλειψη προτύπων που αναφέρονται στο άρθρο 5, παράγραφος 1
1. Πριν από την κατασκευή των δοχείων των οποίων το γινόµενο PS.V είναι µεγαλύτερο από 50 Bar.L και εφόσον αυτά κατασκευάζονται:
(α) Σύµφωνα µε τα πρότυπα που προβλέπονται στο άρθρο 5, παράγραφος 1, ο κατασκευαστής ή ο πληρεξούσιος του που είναι εγκατεστηµένος στην Κοινότητα, οφείλει µε δική του επιλογή:
- είτε να πληροφορήσει έναν αναγνωρισµένο οργανισµό ελέγχου που αναφέρεται στο άρθρο 9, ο οποίος µε βάση τον τεχνικό φάκελο κατασκευής, που αναφέρεται στο σηµείο 3 του παραρτήµατος ΙΙ του άρθρου 18, θα εκδώσει βεβαίωση επάρκειας του φακέλου αυτού.
- είτε να υποβάλλει µοντέλο του δοχείου στην εξέταση τύπου «ΕΚ» που προβλέπεται στο άρθρο 10.
(β) Χωρίς τήρηση ή µε µερική µόνον τήρηση των προτύπων που προβλέπονται στο άρθρο 5, παράγραφος 1, ο κατασκευαστής ή ο πληρεξούσιος του που είναι εγκατεστηµένος στην Κοινότητα, οφείλει να υποβάλει µοντέλο του δοχείου στην εξέταση τύπου «ΕΚ» που προβλέπεται στο άρθρο 10.
2. Τα δοχεία που κατασκευάζονται σύµφωνα µε τα πρότυπα που αναφέρονται στο άρθρο 5, παράγραφος 1, ή µε το εγκεκριµένο µοντέλο υποβάλλονται, πριν από τη διάθεση τους στην αγορά:
(α) Στην εξακρίβωση «ΕΚ», που προβλέπεται στο άρθρο 11, όταν το γινόµενο PS.V είναι µεγαλύτερο από 3000 Bar.L. και
(β) Όταν το γινόµενο PS.V είναι µικρότερο ή ίσο από 3000 Bar.L και µεγαλύτερο από 50 Bar.L κατ’ επιλογή του κατασκευαστή :
- είτε στη δήλωση πιστότητας «ΕΚ» που αναφέρεται στο άρθρο 12.
- Είτε στην εξακρίβωση «ΕΚ» που προβλέπεται στο άρθρο 11.
3. Οι φάκελοι και η αλληλογραφία που σχετίζονται µε τις διαδικασίες πιστοποίησης που αναφέρονται στις παραγράφους 1 και 2, συντάσσονται σε επίσηµη γλώσσα του Κράτους µέλους στο οποίο είναι εγκατεστηµένος ο αναγνωρισµένος οργανισµός ή σε γλώσσα αποδεκτή από αυτό.
Για την Ελλάδα αναγνωρισµένος οργανισµός επιφορτισµένος µε την πραγµατοποίηση των διαδικασιών πιστοποίησης, που αναφέρονται στις παραγράφους 1 και 2 του άρθρου 8, είναι ο ΕΛΟΤ ή και άλλος οργανισµός, εφόσον εις το µέλλον ήθελε ορισθεί, σύµφωνα µε τις κείµενες διατάξεις, µε παράλληλη γνωστοποίηση στην Επιτροπή και ο οποίος θα πρέπει να πληροί τα ελάχιστα κριτήρια που αναφέρονται στο παράρτηµα ΙΙΙ του άρθρου 18.
Σε περίπτωση που ήθελε διαπιστωθεί ότι ο ανωτέρω οργανισµός δεν πληροί πλέον τα κριτήρια που αναφέρονται στο παράρτηµα ΙΙΙ του άρθρου 18, η δοθείσα έγκριση θ’ ανακληθεί και θα ενηµερωθεί αµέσως η Επιτροπή και τα υπόλοιπα Κράτη µέλη.
Στη συνέχεια της παρούσας απόφασης, όπου αναφέρεται «αναγνωρισµένος οργανισµός» ή απλά «οργανισµός» εννοείται ο ΕΛΟΤ ή άλλος Οργανισµός, σύµφωνα µε την πρώτη παράγραφος του παρόντος άρθρου.
1. Η εξέταση τύπου «ΕΚ» είναι η διαδικασία µέσω της οποίας ένας αναγνωρισµένος οργανισµός ελέγχου διαπιστώνει και βεβαιώνει ότι το µοντέλο ενός δοχείου ικανοποιεί τις διατάξεις της παρούσας οδηγίας που το αφορούν.
2. Η αίτηση εξέταση τύπου «ΕΚ» υποβάλλεται από τον κατασκευαστή ή τον πληρεξούσιο του σε ένα µόνο αναγνωρισµένο οργανισµό ελέγχου, για το µοντέλο δοχείου ή για ένα µοντέλο αντιπροσωπευτικό για µια οικογένεια δοχείων. Ο πληρεξούσιος πρέπει να είναι εγκατεστηµένος στην Κοινότητα.
Η αίτηση περιλαµβάνει:
- το όνοµα και τη διεύθυνση του κατασκευαστή ή του πληρεξουσίου του καθώς και τον τόπο κατασκευής των δοχείων,
- τον τεχνικό φάκελο κατασκευής που προβλέπεται στο σηµείο 3 του παραρτήµατος ΙΙ, του άρθρου 18.
Η αίτηση αυτή συνοδεύεται από δοχείο αντιπροσωπευτικό της προβλεπόµενης παραγωγής.
3. Ο αναγνωρισµένος οργανισµός πραγµατοποιεί την εξέταση τύπου «ΕΚ» σύµφωνα µε τα προβλεπόµενα παρακάτω.
Ο οργανισµός εξετάζει τον τεχνικό φάκελο κατασκευής, προκειµένου να εξακριβώσει την επάρκεια του, καθώς και το υποβληθέν δοχείο.
Κατά την εξέταση του δοχείου ο οργανισµός:
(α) επαληθεύει το γεγονός, ότι το δοχείο κατασκευάστηκε σύµφωνα µε τον τεχνικό φάκελο κατασκευής και µπορεί να χρησιµοποιηθεί ασφαλώς υπό τις προβλεπόµενες συνθήκες λειτουργίας,
(β) πραγµατοποιεί τις κατάλληλες εξετάσεις και δοκιµές για να εξακριβώσει την πιστότητα των δοχείων προς τις ουσιώδεις απαιτήσεις που τα αφορούν.
4. Εφόσον το µοντέλο ανταποκρίνεται στις διατάξεις που το αφορούν, ο οργανισµός εκδίδει µια βεβαίωση τύπου «ΕΚ» η οποία κοινοποιείται στον αιτούντα. Στη βεβαίωση αυτή αναφέρονται τα συµπεράσµατα της εξέτασης, οι συνθήκες υπό τις οποίες ενδεχοµένως ισχύει και περιλαµβάνονται οι αναγκαίες περιγραφές και σχέδια προκειµένου να προσδιοριστεί το εγκεκριµένο µοντέλο.
Η επιτροπή, οι άλλοι αναγνωρισµένοι οργανισµοί και τα άλλα Κράτη µέλη µπορούν να λάβουν αντίγραφο της βεβαίωσης και κατόπιν αιτιολογηµένης αιτήσεως, αντίγραφο του τεχνικού φακέλου κατασκευής και των πρακτικών των εξετάσεων και των δοκιµών που πραγµατοποιήθηκαν.
5. Ο οργανισµός που αρνείται να εκδώσει βεβαίωση τύπου «ΕΚ» πληροφορεί σχετικά µε τους άλλους αναγνωρισµένους οργανισµούς. Ο οργανισµός που αποσύρει βεβαίωση τύπου «ΕΚ» πληροφορεί σχετικά το Υπουργείο Βιοµηχανίας, Ενέργειας και Τεχνολογίας, το οποίο µε τη σειρά του πληροφορεί σχετικά τα άλλα Κράτη µέλη και την Επιτροπή εκθέτοντας τους λόγους αυτής της απόφασης.
1. Η εξακρίβωση «ΕΚ» έχει ως αντικείµενο τον έλεγχο και την πιστοποίηση της πιστότητας των δοχείων που παράγονται εν σειρά προς τα πρότυπα που προβλέπονται στο άρθρο 5, παράγραφος Ι ή προς το εγκεκριµένο µοντέλο, πραγµατοποιείται δε από έναν αναγνωρισµένο οργανισµό ελέγχου, σύµφωνα µε τις διατάξεις που αναφέρονται παρακάτω. Ο οργανισµός αυτός εκδίδει πιστοποιητικό εξακρίβωσης «ΕΚ» και επιθέτει το σήµα πιστότητας που προβλέπεται στο άρθρο 16.
2. Η εξακρίβωση πραγµατοποιείται στις παρτίδες δοχείων που υποβάλλονται από τον κατασκευαστή ή από τον πληρεξούσιο του που είναι εγκατεστηµένος στην Κοινότητα. Οι παρτίδες αυτές συνοδεύονται από την βεβαίωση τύπου «ΕΚ» που αναφέρεται στο σηµείο 3, του παραρτήµατος ΙΙ του άρθρου 18. Στην τελευταία αυτή περίπτωση, ο αναγνωρισµένος οργανισµός εξετάζει το φάκελο, πριν από την εξακρίβωση «ΕΚ», προκειµένου να βεβαιώσει την επάρκειά του.
3. Κατά την εξέταση µιας παρτίδας, ο οργανισµός εξακριβώνει το γεγονός ότι τα δοχεία κατασκευάστηκαν και ελέχθησαν σύµφωνα µε τον τελευταίο τεχνικό φάκελο κατασκευής και πραγµατοποιεί σε κάθε δοχείο της παρτίδας υδραυλική δοκιµή ή ισοδύναµη δοκιµή πεπιεσµένου αέρα, σε πίεση PH ίση µε 1,5 φορά την πίεση υπολογισµού για να ελέγξει την ακεραιότητα του.
Η δοκιµή πεπιεσµένου αέρα προϋποθέτει την έγκριση των διαδικασιών ασφαλείας από το ΥΒΕΤ.
Επιπλέον, ο οργανισµός πραγµατοποιεί δοκιµές σε δοκίµια που λαµβάνονται, κατ’ εκλογή του κατασκευαστή, από αντιπροσωπευτικό απόκοµµα της παραγωγής ή από ένα δοχείο προκειµένου να ελέγξει την ποιότητα των συγκολλήσεων. Οι δοκιµές πραγµατοποιούνται στις διαµήκεις συγκολλήσεις. Ωστόσο, Όταν χρησιµοποιείται διαφορετική µέθοδος συγκόλλησης για τις διαµήκεις και τις περιφερειακές συγκολλήσεις, οι δοκιµές αυτές επαναλαµβάνονται και για τις περιφερειακές συγκολλήσεις.
Για τα δοχεία που αναφέρονται στο σηµείο 2.1.2, του παραρτήµατος Ι, του άρθρου 18, οι εν λόγω δοκιµές σε δοκίµια αντικαθίστανται από υδραυλική δοκιµή που πραγµατοποιείται επί πέντε δοχείων, τυχαία επιλεγµένων από παρτίδα, προκειµένου να εξακριβωθεί η πιστότητά τους προς τις προδιαγραφές του σηµείου 2.1.2, του παραρτήµατος Ι, του άρθρου 18.
1. Ο κατασκευαστής που ικανοποιεί τις υποχρεώσεις που προκύπτουν από το άρθρο 13 επιθέτει το σήµα «ΕΚ», που προβλέπεται στο άρθρο 16, στα δοχεία για τα οποία δηλώνει ότι είναι σύµφωνα προς τα πρότυπα που προβλέπονται στο άρθρο 5, παράγραφος Ι ή προς ένα εγκεκριµένο µοντέλο.
Με τη διαδικασία αυτή δήλωσης πιστότητας «ΕΚ», ο κατασκευαστής υποβάλλεται στην παρακολούθηση «ΕΚ», όταν το γινόµενο PS.V είναι µεγαλύτερο από 200 Bar.L.
2. Η παρακολούθηση «ΕΚ» αποσκοπεί στη µέριµνα, σύµφωνα µε το άρθρο 14, παράγραφος 2, για τη σωστή εφαρµογή εκ µέρους του κατασκευαστή των υποχρεώσεων που προκύπτουν από το άρθρο 13, παράγραφος 2. Η παρακολούθηση «ΕΚ» εξασφαλίζεται από τον αναγνωρισµένο οργανισµό που έχει εκδώσει τη βεβαίωση τύπου «ΕΚ», που προβλέπεται στο άρθρο 10, σε περίπτωση που τα δοχεία έχουν κατασκευαστεί σύµφωνα µε το εγκεκριµένο µοντέλο ή σε αντίθετη περίπτωση, από εκείνον στον οποίο έχει κατατεθεί ο τεχνικός φάκελος κατασκευής σύµφωνα µε το άρθρο 8, παράγραφος Ι, στοιχείο (α) πρώτη περίπτωση.
1. Όταν ο κατασκευαστής χρησιµοποιεί τη διαδικασία που προβλέπεται στο άρθρο 12 οφείλει, πριν από την έναρξη της κατασκευής, να καταθέτει στον αναγνωρισµένο οργανισµό που έχει εκδώσει τη βεβαίωση τύπου «ΕΚ» ή τη βεβαίωση επάρκειας, έγγραφο στο οποίο αναφέρονται οι τεχνικές µέθοδοι κατασκευής καθώς και το σύνολο των προκαθορισµένων και συστηµατικών διατάξεων που θα εφαρµοστούν, ούτως ώστε να διασφαλίζεται η πιστότητα των δοχείων προς τα πρότυπα που προβλέπονται στο άρθρο 5, παράγραφος Ι ή προς ένα εγκεκριµένο µοντέλο.
Το έγγραφο αυτό περιλαµβάνει ιδίως:
(α) περιγραφή των µέσων κατασκευής και εξακρίβωσης που είναι κατάλληλα για την κατασκευή των δοχείων,
(β) φάκελο ελέγχου όπου περιγράφονται οι ενδεδειγµένες εξετάσεις και δοκιµές που θα πραγµατοποιηθούν κατά τη διάρκεια της κατασκευής καθώς και οι τρόποι και η συχνότητα διεξαγωγής τους,
(γ) δέσµευση ότι θα ολοκληρωθούν οι εξετάσεις και οι δοκιµές σύµφωνα µε το φάκελο ελέγχου που αναφέρεται παραπάνω και ότι θα πραγµατοποιηθεί υδραυλική δοκιµή ή µετά από έγκριση του ΥΒΕΤ, δοκιµή πεπιεσµένου αέρα σε πίεση ελέγχου ίση µε 1,5 φορές την πίεση υπολογισµού, σε κάθε παραγόµενο δοχείο.
Οι εξετάσεις και οι δοκιµές αυτές πρέπει να πραγµατοποιούνται υπό την ευθύνη ειδικευµένου προσωπικού αρκετά ανεξάρτητου απέναντι στις υπηρεσίες που είναι επιφορτισµένες µε την παραγωγή, πρέπει δε να συντάσσεται και σχετική έκθεση.
(δ) τη διεύθυνση των χώρων κατασκευής και αποθήκευσης καθώς και την ηµεροµηνία έναρξης της κατασκευής.
2. Επιπλέον, όταν το γινόµενο PS.V είναι µεγαλύτερο από 200 Bar.L. ο κατασκευαστής οφείλει να επιτρέπει την πρόσβαση στους παραπάνω χώρους κατασκευής και αποθήκευσης στον οργανισµό που είναι επιφορτισµένος µε την παρακολούθηση «ΕΚ», µε σκοπό τη διεξαγωγή ελέγχων, να του επιτρέπει να παίρνει δείγµατα δοχείων και να του παρέχει όλες τις απαραίτητες πληροφορίες, και ιδιαίτερα:
- τον τεχνικό φάκελο κατασκευής,
- το φάκελο ελέγχου,
- τη βεβαίωση τύπου «ΕΚ» ή τη βεβαίωση επάρκειας, κατά περίπτωση, έκθεση σχετικά µε τις εξετάσεις και τις δοκιµές που πραγµατοποιούνται.
1. Ο αναγνωρισµένος οργανισµός που εξέδωσε τη βεβαίωση τύπου «ΕΚ» ή τη βεβαίωση επάρκειας, οφείλει πριν από την ηµεροµηνία έναρξης οιασδήποτε κατασκευής, να εξετάζει το έγγραφο που αναφέρεται στο άρθρο 13, παράγραφος Ι, καθώς και τον τεχνικό φάκελο κατασκευής που αναφέρεται στο σηµείο 3, του παραρτήµατος ΙΙ, του άρθρου 18, προκειµένου να βεβαιώσει την επάρκεια τους, εφ’ όσον τα δοχεία δεν έχουν κατασκευαστεί σύµφωνα µε εγκεκριµένο µοντέλο.
2. Επιπλέον, όταν το γινόµενο PS.V είναι µεγαλύτερο από 200 Bar.L. ο οργανισµός οφείλει κατά την διάρκεια της κατασκευής :
- να διασφαλίζει ότι ο κατασκευαστής ελέγχει πραγµατικά τα δοχεία που παράγονται εν σειρά, σύµφωνα µε το στοιχείο (γ) της παραγράφου 1, του άρθρου 13,
- να πραγµατοποιεί αιφνιδιαστικές δειγµατοληψίες στους χώρους κατασκευής ή αποθήκευσης µε σκοπό τον έλεγχο.
Ο οργανισµός παρέχει στο ΥΒΕΤ και κατόπιν, αιτήσεως, στους άλλους αναγνωρισµένους οργανισµούς, στα άλλα Κράτη µέλη και στην Επιτροπή αντίγραφο των πρακτικών των ελέγχων.
Όταν διαπιστώνεται ότι είναι εφοδιασµένα µε το σήµα «ΕΚ» δοχεία που δεν πρέπει να φέρουν το σήµα αυτό επειδή:
- δεν είναι σύµφωνα προς το εγκεκριµένο µοντέλο,
- είναι σύµφωνα προς το εγκεκριµένο µοντέλο που δεν ανταποκρίνεται στις ουσιώδεις απαιτήσεις που αναφέρονται στο άρθρο 3,
- δεν είναι σύµφωνα, όσον αφορά τα δοχεία που αναφέρονται στο άρθρο 8, παράγραφος 1, στοιχείο (α), προς τα πρότυπα που τα αφορούν και που αναφέρονται στο άρθρο 5, παράγραφος 1,
- ο κατασκευαστής δεν εκπληρώνει τις υποχρεώσεις του δυνάµει του άρθρου 13,
- ο οργανισµός που είναι επιφορτισµένος µε την παρακολούθηση του «ΕΚ» πρέπει να το αναφέρει στο ΥΒΕΤ και ανάλογα µε την περίπτωση, να αποσύρει τη βεβαίωση τύπου «ΕΚ».
1. Το σήµα «ΕΚ», καθώς και οι ενδείξεις που προβλέπονται στο σηµείο 1 του παραρτήµατος ΙΙ, του άρθρου 18, πρέπει να εκτίθενται κατά εµφανή ευανάγνωστο και ανεξίτηλο τρόπο επί του δοχείου ή σε αναγνωρισµένη πινακίδα σταθερά επί του δοχείου.
Το σήµα «ΕΚ» αποτελείται από το ακρώνυµο Cε, τα δύο τελευταία ψηφία του έτους κατά τη διάρκεια του οποίου τοποθετήθηκε το σήµα και το διακριτικό αριθµό που έχει λάβει ο οργανισµός από την Επιτροπή κατά τη δηµοσίευση στην Επίσηµη Εφηµερίδα των Ευρωπαϊκών Κοινοτήτων του καταλόγου των αναγνωρισµένων οργανισµών, που είναι επιφορτισµένος µε την εξακρίβωση «ΕΚ» ή την παρακολούθηση «ΕΚ».
2. Απαγορεύεται η τοποθέτηση επί των δοχείων σηµάτων ή ενδείξεων που είναι δυνατόν να προκαλέσουν σύγχυση µε το σήµα «ΕΚ».
1. Οποιοσδήποτε διαθέτει στην αγορά ή θέτει σε λειτουργία δοχεία που δεν πληρούν τις απαιτήσεις της παρούσας απόφασης, όπως αναφέρονται στο άρθρο 3, τιµωρείται µε πρόστιµο µέχρι 5.000.000 δρχ.
Σε περίπτωση υποτροπής οι παραβάτες τιµωρούνται µε φυλάκιση µέχρι δύο (2) ετών και µε χρηµατική ποινή.
2. Τα πρόστιµα επιβάλλονται µε απόφαση του Υπουργού Βιοµηχανίας, Ενέργειας και Τεχνολογίας ύστερα από πρόταση της αρµοδίας υπηρεσίας.
Με την ίδια απόφαση θα αποσύρονται από την κυκλοφορία, µε µέριµνα των οικείων αστυνοµικών αρχών, ή / και θα απαγορεύεται η περαιτέρω διάθεση στην αγορά των ανωτέρω δοχείων.
3. Εάν τα δοχεία αυτά φέρουν το σήµα «ΕΚ» θα ενηµερώνεται σχετικά η Επιτροπή και τα υπόλοιπα Κράτη µέλη.
4. Οι ανωτέρω αποφάσεις που συνεπάγονται περιορισµούς όσον αφορά τη διάθεση στην αγορά ή / και τη θέση σε λειτουργία ενός δοχείου, αιτιολογούνται επακριβώς. Οι εν λόγω αποφάσεις κοινοποιούνται το ταχύτερο δυνατόν στον ενδιαφερόµενο, ο οποίος συγχρόνως ενηµερώνεται σχετικά µε τα ένδικα µέσα τα οποία µπορεί να ασκήσει καθώς και µε τις προθεσµίες εντός των οποίων τα ένδικα αυτά µέσα µπορεί να ασκηθούν.
Ενσωµατώνονται και αποτελούν αναπόσπαστο µέρος της παρούσης τα παραρτήµατα Ι, ΙΙ και ΙΙΙ της 87/404/ΕΟΚ οδηγίας του Συµβουλίου των Ευρωπαϊκών Κοινοτήτων τα οποία έχουν ως κάτωθι:
Οι ουσιώδεις απαιτήσεις όσον αφορά την ασφάλεια των δοχείων αναφέρονται παρακάτω:
1. ΥΛΙΚΑ
Τα υλικά πρέπει να επιλέγονται ανάλογα µε την προβλεπόµενη χρήση των δοχείων και τα σηµεία 1.1. και 1.4.
1.1. Τµήµατα που υπόκεινται σε πίεση
Τα υλικά που αναφέρονται στο άρθρο Ι και χρησιµοποιούνται για την κατασκευή των τµηµάτων των δοχείων που υπόκειται σε πίεση θα πρέπει :
- να είναι συγκολλήσιµα,
- να είναι όλκιµα και συνεκτικά έτσι ώστε, σε περίπτωση θραύσης στην ελάχιστη θερµοκρασία χρήσης, να µην επέρχεται θρυµµατισµός ούτε ψαθυρή θραύση,
- να µην επηρεάζονται δυσµενώς από τη γήρανση.
Για τα δοχεία από χάλυβα, τα υλικά πρέπει επίσης να ανταποκρίνονται στις διατάξεις που αναφέρονται στα σηµεία 1.1.1 και για τα δοχεία από αλουµίνιο ή κράµα αλουµινίου, στις διατάξεις του σηµείου 1.1.2.
Τα υλικά αυτά πρέπει να συνοδεύονται από έκθεση ελέγχου, όπως περιγράφεται στο παράρτηµα ΙΙ, την οποία συντάσσει ο παραγωγός του υλικού.
1.1.1. Χαλύβδινα δοχεία
Οι µη κεκραµένοι χάλυβες ποιότητας πρέπει να ανταποκρίνονται στις ακόλουθες διατάξεις :
Α) να είναι καθησυχασµένοι και να παραδίδονται ύστερα από κατεργασία επαναφοράς, ή σε ισοδύναµη κατάσταση
Β) να έχουν περιεκτικότητα επί του προϊόντος σε άνθρακα κατώτερη του 0,25 % σε θείο και φώσφορο κατώτερη από 0,05 % για κάθε µια από τις ουσίες αυτές
Γ) να έχουν τα µηχανικά χαρακτηριστικά επί του προϊόντος, τα οποία απαριθµούνται παρακάτω:
- η µέγιστη τιµή της αντοχής σε εφελκυσµό Rm,max πρέπει να είναι κατώτερη από 580 N/mm2
- η επιµήκυνση µετά τη θραύση πρέπει να είναι :
- εάν το δοκίµιο έχει ληφθεί παράλληλα προς την κατεύθυνση ελάσεως για πάχος ≥ 3 mm : A ≥ 22%
για πάχος < 3 mm : A80 min ≥ 17%
- εάν το δοκίµιο έχει ληφθεί κάθετα προς την κατεύθυνση ελάσεως για πάχος ≥ 3 mm : A ≥ 20%
για πάχος < 3 mm : A80 min ≥ 15%
- µέση τιµή της ενέργειας θραύσης KCV µετρούµενη σε 3 διαµήκη δοκίµια, στην ελάχιστη θερµοκρασία χρήσης πρέπει να είναι τουλάχιστον 35 J/cm3 ενώ µόνο µια τιµή στις τρεις µπορεί να είναι κατώτερη από 35 J/cm3 και έπ’ ουδενί λόγω κατώτερη από 25 J/cm3.
Για τους χάλυβες που προορίζονται για την κατασκευή δοχείου µε ελάχιστη θερµοκρασία χρήσης κατώτερη των –10 oC και µε πάχος τοιχωµάτων µεγαλύτερο από 5mm απαιτείται η εξακρίβωση αυτής της ιδιότητας.
1.1.2. ∆οχεία από αλουµίνιο
Το µη κεκραµένο αλουµίνιο πρέπει να έχει περιεκτικότητα τουλάχιστον ίση µε 99,5 % και τα κράµατα που περιγράφονται στο άρθρο 1, παράγραφος 2 πρέπει να έχουν επαρκή αντοχή στη διακρυσταλλική διάβρωση στην ανώτερη θερµοκρασία χρήσης.
Επιπλέον, τα υλικά αυτά πρέπει να ικανοποιούν τις ακόλουθες απαιτήσεις:
α) να παραδίδονται αφού έχουν υποστεί επαναφορά
β) να έχουν επί του προϊόντος τα µηχανικά χαρακτηριστικά που απαριθµούνται κατωτέρω :
- η µέγιστη τιµή της αντοχής σε εφελκυσµό Rm,max πρέπει να είναι κατώτερη ή ίση προς 350 N/mm2
- η επιµήκυνση µετά τη θραύση πρέπει να είναι :
- εάν το δοκίµιο έχει ληφθεί παράλληλα προς την κατεύθυνση ελάσεως A ≥ 16%
- εάν το δοκίµιο έχει ληφθεί κάθετα προς την κατεύθυνση ελάσεως A ≥ 14%.
1.2. Υλικά συγκόλλησης
Τα υλικά που χρησιµοποιούνται για την κατασκευή συγκολλήσεων εντός ή επί του δοχείου
πίεσης, πρέπει να είναι κατάλληλα και συµβατά µε τα υλικά που πρέπει να συγκολληθούν.
1.3. Εξαρτήµατα που ενισχύουν την αντοχή του δοχείου
Τα εξαρτήµατα αυτά (βλήτρα, περικόχλια, κλπ) πρέπει να κατασκευάζονται από το υλικό που προσδιορίζεται στο σηµείο 1.1. ή από άλλο κατάλληλο είδος χάλυβα, αλουµινίου ή κράµατος αλουµινίου συµβατό µε το υλικό που έχει χρησιµοποιηθεί για την κατασκευή των υπό πίεση τµηµάτων.
Τα υλικά αυτά πρέπει να έχουν στην ελάχιστη θερµοκρασία χρήσης την ενδεδειγµένη επιµήκυνση µετά τη θραύση και την ενδεδειγµένη πλαστιµότητα.
1.4. Τµήµατα που δεν υπόκεινται σε πίεση
Όλα τα τµήµατα των συγκολλητών δοχείων που δεν υπόκεινται σε πίεση πρέπει να είναι κατασκευασµένα από υλικά συµβατά µε το υλικό των στοιχείων στα οποία έχουν συγκολληθεί.
2. ΣΧΕ∆ΙΑΣΜΟΣ ΤΩΝ ∆ΟΧΕΙΩΝ
Κατά το σχεδιασµό των δοχείων, ο κατασκευαστής πρέπει να καθορίζει το πεδίο χρήσης
των δοχείων, επιλέγοντας :
- την ελάχιστη θερµοκρασία χρήσης Τmin
- την µέγιστη θερµοκρασία χρήσης Τmax
- τη µέγιστη πίεση χρήσης PS.
Ωστόσο, εάν επιλέγει ελάχιστη θερµοκρασία χρήσης ανώτερη των –10o C, τα απαιτούµενα χαρακτηριστικά των υλικών πρέπει να πληρούνται στους –10 oC
Ο κατασκευαστής πρέπει επίσης να έχει κατά νου τα εξής :
- πρέπει να είναι δυνατή η επιθεώρηση του εσωτερικού των δοχείων,
- πρέπει να είναι δυνατό να εκκενωθούν τα δοχεία,
- οι µηχανικές ιδιότητες πρέπει να διατηρούνται καθ’ όλη τη διάρκεια της χρήσης του δοχείου για το σκοπό που προορίζεται,
- τα δοχεία πρέπει να έχουν κατάλληλη αντιδιαβρωτική προστασία σε σχέση µε την προκαθορισµένη χρήση τους,
καθώς και ότι, στις προβλεπόµενες συνθήκες χρήσης :
- τα δοχεία δεν θα υπόκεινται καταπονήσεις που θα µπορούσαν να είναι επιζήµιες για την ασφαλή χρήση τους,
- η εσωτερική πίεση δεν υπερβαίνει µόνιµα τη µέγιστη πίεση χρήσης PS . Μπορεί όµως, να την υπερβεί στιγµιαία µέχρι κατά 10 % κατά µέγιστο.
Οι κυκλικές ή διαµήκεις συναρµολογήσεις πρέπει να εκτελούνται µε συγκολλήσεις µε πλήρη διείσδυση ή µε ισοδύναµες συγκολλήσεις. Οι κυρτοί πυθµένες, εκτός από τους ηµισφαιρικούς, πρέπει να έχουν κυλινδρική απόληξη.
Πάχος των τοιχωµάτων
Αν το γινόµενο PS.V δεν υπερβαίνει τα 3.000 Bar.L., ο κατασκευαστής πρέπει να επιλέξει για τον καθορισµό του πάχους των τοιχωµάτων του δοχείου µια από τις µεθόδους που περιγράφονται στα σηµεία 2.1.1 και 2.1.2. Αν το γινόµενο PS.V υπερβαίνει τα 3.000 Bar.L., ή ελάχιστη θερµοκρασία χρήσης υπερβαίνει τους 100 o C, το πάχος των τοιχωµάτων καθορίζεται µε τη µέθοδο που περιγράφεται στο σηµείο 2.1.1.
Πάντως το πραγµατικό πάχος των τοιχωµάτων στην εφαρµογή µε επικάλυψη και των πυθµένων δεν πρέπει να είναι κατώτερο από 2 mm για χαλύβδινα δοχεία και 3 mm για δοχεία από αλουµίνιο ή κράµατα αλουµινίου.
2.1.1. Υπολογιστική µέθοδος
Το ελάχιστο πάχος των υπό πίεση τµηµάτων υπολογίζεται λαµβάνοντας υπόψη την τιµή των ακολούθων τάσεων ,ως εξής :
- η πίεση υπολογισµού που λαµβάνεται υπόψη δεν είναι κατώτερη από τη µέγιστη πίεση χρήσης που έχει επιλεγεί,
- η επιτρεπόµενη γενική τάση µεµβράνης δεν υπερβαίνει τη µικρότερη από τις τιµές 0,6 RET ή 0,3 Rm. Για τον καθορισµό της επιτρεπόµενης τάσης, ο κατασκευαστής πρέπει να χρησιµοποιεί τις ελάχιστες τιµές RET ή Rm που εγγυάται ο παραγωγός των υλικών.
Πάντως, αν το κυλινδρικό µέρος του δοχείου φέρει µια ή περισσότερες δαιµήκεις µη αυτόµατες συγκολλήσεις, το πάχος που προκύπτει από τους παραπάνω υπολογισµούς πολλαπλασιάζεται επί το συντελεστή 1,15.
Εµπειρική µέθοδος
Το πάχος των τοιχωµάτων καθορίζεται τόσο ώστε να επιτρέπει τα δοχεία να αντέχουν στη θερµοκρασία του περιβάλλοντος πίεση ίση τουλάχιστον προς το πενταπλάσιο της µέγιστης πίεσης χρήσης, µε συντελεστή µόνιµης περιµετρικής παραµόρφωσης µικρότερο ή ίσο προς 1%.
3. ΜΕΘΟ∆ΟΙ ΚΑΤΑΣΚΕΥΗΣ
Τα δοχεία πρέπει να κατασκευάζονται και να ελέγχονται κατά την κατασκευή σύµφωνα µε τον τεχνικό φάκελο κατασκευής του σηµείου του παραρτήµατος ΙΙ.
Προετοιµασία των στοιχείων
Η προετοιµασία των στοιχείων (διαµόρφωση, λοξοτόµηση, ) δεν πρέπει να προκαλεί επιφανειακά ελαττώµατα ή ρωγµές ή µεταβολές των µηχανικών χαρακτηριστικών που µπορεί να µειώσουν την ασφάλεια των δοχείων.
3.2. Συγκολλήσεις σε µέρη υπό πίεση
Τα χαρακτηριστικά των συγκολλήσεων και της ζώνης που τα περιβάλλει πρέπει να είναι παρόµοια µε τα χαρακτηριστικά των συγκολληµένων υλικών και να µην παρουσιάζουν επιφανειακά ή εσωτερικά ελαττώµατα που επηρεάζουν την ασφάλεια των δοχείων.
Οι συγκολλήσεις γίνονται από αδειούχους συγκολλητές ή χειριστές µε το κατάλληλο βαθµό κατάρτισης, σύµφωνα µε τις συγκεκριµένες µεθόδους συγκόλλησης. Τις εξετάσεις έγκρισης και παροχής άδειας διεξάγουν αναγνωρισµένοι οργανισµοί ελέγχου.
Ο κατασκευαστής οφείλει επίσης, να διασφαλίζει κατά την κατασκευή, τη σταθερή ποιότητα των συγκολλήσεων, πραγµατοποιώντας τις ενδεδειγµένες εξετάσεις σύµφωνα µε τις κατάλληλες µεθόδους. Για τις εξετάσεις αυτές συντάσσεται έκθεση.
4. ΧΡΗΣΗ ΤΩΝ ∆ΟΧΕΙΩΝ
Κάθε δοχείο συνοδεύεται από οδηγίες χρήσης που συντάσσει ο κατασκευαστής σύµφωνα µε το παράρτηµα ΙΙ, σηµείο 2.
1. ΣΗΜΑ «ΕΚ» ΚΑΙ ΕΝ∆ΕΙΞΕΙΣ
Το δοχείο ή η αναγνωρισµένη πινακίδα πρέπει να φέρει το σήµα που προβλέπεται στο άρθρο 16 και τουλάχιστον τις ακόλουθες ενδείξεις:
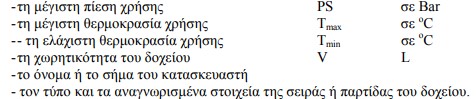
Όταν υπάρχει αναγνωριστική πινακίδα, πρέπει να είναι κατασκευασµένη µε τέτοιο τρόπο ώστε να µην µπορεί να ξαναχρησιµοποιηθεί, να φέρει κενό χώρο όπου θα είναι δυνατό να αναγραφούν άλλα στοιχεία.
2. ΣΗΜΕΙΩΜΑ Ο∆ΗΓΙΩΝ
Το σηµείωµα οδηγιών πρέπει να παρέχει τις ακόλουθες ενδείξεις:
- τις πληροφορίες που προβλέπει η αναγνωριστική πινακίδα, εκτός από τα στοιχεία της σειράς του δοχείου,
- τον προβλεπόµενο τοµέα χρησιµοποίησης,
- τις αναγκαίες συνθήκες συντήρησης και εγκατάστασης ώστε να εξασφαλίζεται η ασφάλεια των δοχείων.
Συντάσσονται στην ή στις επίσηµες γλώσσες της χώρας προορισµού.
2. ΤΕΧΝΙΚΟΣ ΦΑΚΕΛΟΣ ΚΑΤΑΣΚΕΥΗΣ
Ο τεχνικός φάκελος κατασκευής πρέπει να περιλαµβάνει περιγραφή των τεχνικών και των επιχειρησιακών δραστηριοτήτων που χρησιµοποιούνται προκειµένου να πληρωθούν οι ουσιώδεις απαιτήσεις που αναφέρονται στο άρθρο 3 ή τα πρότυπα που αναφέρονται στο άρθρο 5, παράγραφος Ι, και ιδίως :
α) λεπτοµερές κατασκευαστικό σχέδιο του δοχείου
β) το σηµείωµα οδηγιών
γ) περιγραφή όπου διευκρινίζονται:
- τα επιλεχθέντα υλικά,
- οι επιλεχθείσες µέθοδοι συγκόλλησης,
- κάθε σηµαντική πληροφορία σχετική µε το σχεδιασµό των δοχείων.
Κατ’ εφαρµογή των διαδικασιών των άρθρων 11 έως 14, ο φάκελος αυτός πρέπει επίσης να περιέχει :
i) Τα πιστοποιητικά που σχετίζονται µε τη σωστή εκτίµηση της µεθόδου εργασίας για τη συγκόλληση και των επαγγελµατικών τίτλων των συγκολλητών ή χειριστών
ii) Την έκθεση των υλικών που χρησιµοποιούνται για την κατασκευή των τµηµάτων και συναρµολογήσεων που συµβάλλουν στην αντοχή του δοχείου πίεσης
iii) Έκθεση για τους ελέγχους και δοκιµές που πραγµατοποιήθηκαν ή περιγραφή των ελέγχων που θα γίνουν.
4. ΟΡΙΣΜΟΙ ΚΑΙ ΣΥΜΒΟΛΑ
4.1. Ορισµοί
α) Η πίεση υπολογισµού «Ρ» είναι η σχετική πίεση που έχει επιλέξει ο κατασκευαστής και που έχει χρησιµοποιηθεί για τον καθορισµό του πάχους των υπό πίεση τµηµάτων.
β) Η µέγιστη πίεση χρήσης «PS» είναι η µέγιστη σχετική πίεση που µπορεί να ασκηθεί σε κανονικές συνθήκες χρήσης.
γ) Η ελάχιστη θερµοκρασία χρήσης «Tmin» είναι η χαµηλότερη σταθερή θερµοκρασία του τοιχώµατος του δοχείου σε κανονικές συνθήκες χρήσης.
δ) Η µέγιστη θερµοκρασία χρήσης «Tmax» είναι η υψηλότερη σταθερή θερµοκρασία του τοιχώµατος του δοχείου σε κανονικές συνθήκες χρήσης
ε) Το όριο ελαστικότητας «RET» είναι για την µέγιστη θερµοκρασία χρήσης «Tmax»:
- είτε η τιµή του ανώτερου ορίου εκροής ReH για υλικό που παρουσιάζει ανώτερο και κατώτερο όριο εκροής,
- είτε η τιµή του συµβατικού ορίου ελαστικότητας Rp 0,2,
- είτε η τιµή του συµβατικού ορίου ελαστικότητας Rp 0,1 για το µη κεκραµένο αλουµίνιο.
στ) Οικογένεια δοχείων:
Στην ίδια οικογένεια δοχείων ανήκουν τα δοχεία που δεν διαφέρουν από το πρωτότυπο παρά µόνο κατά τη διάµετρο, στο βαθµό που δεν σηµειώνεται υπέρβαση των προδιαγραφών των σηµείων 2.1.1 ή 2.1.2 του παραρτήµατος Ι ή / και κατά το µήκος του κυλινδρικού τους µέρους µέσα στα ακόλουθα όρια:
- όταν το µοντέλο αποτελείται, εκτός από τους πυθµένες, οι παραλλαγές πρέπει να περιλαµβάνουν κυλινδρικά τµήµατα, οι παραλλαγές πρέπει να περιλαµβάνουν ένα τουλάχιστον κυλινδρικό τµήµα,
- όταν το µοντέλο αποτελείται, µόνο από δύο κυρτούς πυθµένες, οι παραλλαγές δεν πρέπει να περιλαµβάνουν κυλινδρικά τµήµατα.
Οι διακυµάνσεις του µήκους που συνεπάγονται τροποποιήσεις των ανοιγµάτων ή / και των εισερχόµενων στοιχείων πρέπει να περιλαµβάνονται στο σχέδιο κάθε παραλλαγής.
ζ) Μια παρτίδα δοχείων αποτελείται το πολύ από 3000 δοχεία του ίδιου µοντέλου.
η) Κατά την έννοια της παρούσας οδηγίας, πρόκειται για κατασκευή εν σειρά αν κατασκευάζονται µε συνεχή µέθοδο παραγωγής πολλά δοχεία του ίδιου τύπου, κατά την διάρκεια ορισµένης χρονικής περιόδου, βάσει κοινού σχεδίου και µε τις ίδιες µεθόδους κατασκευής.
θ) Έκθεση ελέγχου : έγγραφο µε το οποίο ο κατασκευαστής πιστοποιεί ότι τα παραδιδόµενα προϊόντα συµφωνούν µε τις προδιαγραφές της παραγγελίας και παρέχει τα αποτελέσµατα των δοκιµών του τρέχοντος ελέγχου στο εργαστήριο, ιδίως όσον αφορά τη χηµική σύνθεση και τα
µηχανικά χαρακτηριστικά, σε προϊόντα που έχουν κατασκευαστεί µε την ίδια διαδικασία όπως τα παραδιδόµενα, χωρίς να είναι απαραίτητη η πραγµατοποίηση δοκιµών στα παραδιδόµενα προϊόντα.
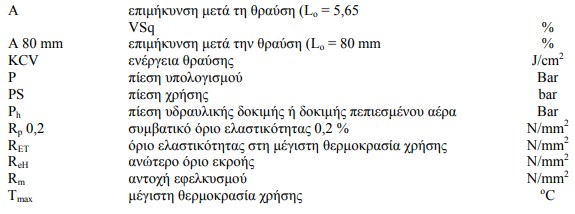
4.2. Σύµβολα

1. Ο οργανισµός ελέγχου, ο διευθυντής και το προσωπικό που είναι επιφορτισµένο µε την εκτέλεση των εργασιών εξακρίβωσης δεν µπορούν να ταυτίζονται µε τον σχεδιαστή, τον κατασκευαστή, τον προµηθευτή, ούτε τον εγκαταστάτη των δοχείων που ελέγχουν, ούτε µε τον πληρεξούσιο ενός από τους παραπάνω. ∆εν µπορούν να συµµετέχουν ούτε άµεσα ούτε ως πληρεξούσιοι στο σχεδιασµό, την κατασκευή, την εµπορία ή τη συντήρηση αυτών των δοχείων. Αυτό δεν αποκλείει τη δυνατότητα ανταλλαγής τεχνικών πληροφοριών µεταξύ του κατασκευαστή και του οργανισµού ελέγχου.
2. Ο οργανισµός ελέγχου και το προσωπικό που είναι επιφορτισµένο µε τον έλεγχο οφείλουν να πραγµατοποιούν τις εργασίες εξακρίβωσης µε τη µεγαλύτερη επαγγελµατική ακεραιότητα και τη µεγαλύτερη τεχνική επάρκεια και οφείλουν να µην υπόκεινται σε καµία πίεση ή προτροπή, κυρίως οικονοµικής φύσης, που θα µπορούσε να επηρεάσει την κρίση τους ή τα αποτελέσµατα του ελέγχου τους, ιδιαίτερα εκείνες που προέρχονται από άτοµα ή οµάδες ατόµων που ενδιαφέρονται για τα αποτελέσµατα των εξακριβώσεων.
3. Ο οργανισµός ελέγχου πρέπει να διαθέτει προσωπικό και τα αναγκαία µέσα για την εκτέλεση κατά επαρκή τρόπο των τεχνικών και διοικητικών εργασιών που συνδέονται µε την πραγµατοποίηση των εξακριβώσεων, πρέπει επίσης, να έχει πρόσβαση στο αναγκαίο υλικό για τις εξαιρετικές εξακριβώσεις.
4. Το προσωπικό που είναι επιφορτισµένο µε τους ελέγχους πρέπει να διαθέτει :
- καλή τεχνική και επαγγελµατική κατάρτιση,
- ικανοποιητική γνώση των διατάξεων που σχετίζονται µε τους ελέγχους που πραγµατοποιεί και επαρκή πρακτική γνώση αυτών των ελέγχων,
- την απαιτούµενη ικανότητα για σύνταξη βεβαιώσεων, πρακτικών και εκθέσεων που θα αποτελούν την υλοποίηση των πραγµατοποιούµενων ελέγχων.
5. Πρέπει να εξασφαλίζεται η ανεξαρτησία του προσωπικού που είναι επιφορτισµένο µε τον έλεγχο. Η αµοιβή κάθε υπαλλήλου δεν πρέπει να είναι συνάρτηση ούτε του αριθµού των ελέγχων που πραγµατοποιεί, ούτε του αποτελέσµατος των ελέγχων αυτών.
6. Ο οργανισµός ελέγχου πρέπει να συνάψει ασφάλεια αστικής ευθύνης εφόσον η ευθύνη αυτή δεν καλύπτεται από το κράτος µε βάση το εθνικό δίκαιο ή εφόσον οι έλεγχοι δεν πραγµατοποιούνται άµεσα από το κράτος µέλος.
7. Το προσωπικό του οργανισµού ελέγχου καλύπτεται από το επαγγελµατικό απόρρητο για κάθε τι που υποπίπτει στην αντίληψη του κατά τη διάρκεια άσκησης των καθηκόντων του (εκτός σε σχέση µε τις αρµόδιες διοικητικές υπηρεσίες του κράτους όπου εξασκεί τις δραστηριότητές τους στα πλαίσια της παρούσας οδηγίας ή κάθε διάταξης του εσωτερικού δικαίου που τη θέτει σε ισχύ.
Η ισχύς της παρούσας απόφασης αρχίζει µε τη δηµοσίευση της στην Εφηµερίδα της Κυβερνήσεως. Εν τούτοις µέχρι την 1η Ιουλίου 1992 επιτρέπεται η διάθεση στην αγορά και / ή η χρησιµοποίηση δοχείων τα οποία είναι σύµφωνα µε τις ρυθµίσεις που ισχύουν κατά τη δηµοσίευση της παρούσας απόφασης.
Η απόφαση αυτή να δηµοσιευθεί στην Εφηµερίδα της Κυβερνήσεως.
Αθήνα, 31 Μαΐου 1991
ΟΙ ΥΠΟΥΡΓΟΙ
|
ΑΝΑΠΛΗΡΩΤΗΣ ΕΘΝΙΚΗΣ ΟΙΚΟΝΟΜΙΑΣ ΕΥΘ. ΧΡΙΣΤΟ∆ΟΥΛΟΥ |
ΥΦΥΠΟΥΡΓΟΣ ΒΙΟΜ/ΝΙΑΣ, ΕΝΕΡΓΕΙΑΣ ΚΑΙ ΤΕΧΝ/ΓΙΑΣ ΒΑΣ. ΜΑΝΤΖΩΡΗΣ |