Υ.Α. Β 19339/1945/1987 (ΦΕΚ 624/Β` 24.11.1987)
Καταργήθηκε από :
- Υ.Α. οικ. 12436/706/2011, (ΦΕΚ 2039/Β/13.9.2011) «Συμμόρφωση προς τις διατάξεις της οδηγίας 2010/35/ΕΚ του Ευρωπαϊκού Κοινοβουλίου και του Συμβουλίου της 16ης Ιουνίου 2010 σχετικά με τον μεταφερόμενο εξοπλισμό υπό πίεση και την κατάργηση των οδηγιών του Συμβουλίου 76/767/ΕΟΚ, 84/525/ΕΟΚ, 84/526/ΕΟΚ, 84/527/ΕΟΚ και 1999/36/ΕΚ» (Άρθρο 36)
| Attachment | Size |
|---|---|
| ΦΕΚ 624Β_1987 | 652.08 KB |
1. Τις διατάξεις του άρθρου 2 παρ. 1 στ΄ του Ν. 1338/83 «Εφαρµογή του Κοινοτικού ∆ικαίου» (ΦΕΚ 34/Α/17.3.83), όπως τροποποιήθηκε µε το άρθρο 6 του νόµου 1440/84 «Συµµετοχή της Ελλάδας στο κεφάλαιο, στα αποθεµατικά και στις προβλέψεις της Ευρωπαϊκής Τράπεζας Επενδύσεων, στο κεφάλαιο της Ευρωπαϊκής Κοινότητας Άνθρακος και Χάλυβος και του Οργανισµού Εφοδιασµού EURATOM» (ΦΕΚ 70/Α/21.5.84).
2. Τις διατάξεις του νόµου 1558/85 «Κυβέρνηση και Κυβερνητικά Όργανα» (ΦΕΚ 137/Α).
3. Τις διατάξεις του νόµου 372/76 «Περί συστάσεως και λειτουργίας Ελληνικού Οργανισµού Τυποποίησης (ΕΛΟΤ) (ΦΕΚ 166/Α/30.6.76).
4. Το π.δ. 229/86/ «Σύσταση και Οργάνωση της Γενικής Γραµµατείας Βιοµηχανίας» (ΦΕΚ 96/Α/16.7.87) και το άρθρο 22 του Ν. 1682/87 (ΦΕΚ 14/16.2.87).
5. Την Υ1321/25.9.87 απόφαση του Πρωθυπουργού «Ανάθεση αρµοδιοτήτων στον Αναπληρωτή Υπουργό Βιοµηχανίας, Ενέργειας και Τεχνολογίας Κ. Παπαναγιώτου» (ΦΕΚ 531/Β/30.9.87).
6. Την κοινή απόφαση ∆Κ 20862/2.8.85 του Πρωθυπουργού και του Υπουργού Εθνικής Οικονοµίας «Ανάθεση αρµοδιοτήτων στης Υφ/γούς Εθν. Οικονοµίας» (ΦΕΚ 481/Β/2.8.85).
7.. Την κοινή απόφαση των Υπουργών Εθνικής Οικονοµίας και Βιοµηχανίας, Ενέργειας και Τεχνολογίας «Συσκευές πίεσης και µέθοδοι ελέγχου αυτών των συσκευών σε συµµόρφωση προς την οδηγία 76/767/ΕΟΚ (ΦΕΚ 291/Β/9.6.87)», αποφασίζουµε:
1. Σκοπός της απόφασης αυτής είναι η προσαρµογή της Ελληνικής Νοµοθεσίας στην οδηγία του Συµβουλίου των Ευρωπαϊκών Κοινοτήτων 84/526/ΕΟΚ της 17ης Σεπτεµβρίου 1984 «για την προσέγγιση των νοµοθεσιών των κρατών-µελών σχετικά µε τις φιάλες αερίου χωρίς συγκόλληση τις κατασκευασµένες από κεκραµένο ή µη αλουµίνιο».
2. Η παρούσα απόφαση εφαρµόζεται στις φιάλες αερίων τις κατασκευασµένες χωρίς συγκόλληση, δηλαδή των φιαλών που αποτελούνται από ένα µόνο κοµµάτι κεκραµένου ή µη αλουµινίου, οι οποίες µπορούν να πληρωθούν πολλές φορές και να µεταφέρονται, των οποίων η χωρητικότητα είναι τουλάχιστον 0,5 λίτρα και δεν υπερβαίνει τα 150 λίτρα και οι οποίες προορίζονται να περιέχουν πεπιεσµένα, υγροποιηµένα ή διαλυµένα αέρια. Αυτές οι φιάλες αερίου αποκαλούνται στο εξής «φιάλες».
3. Η παρούσα απόφαση δεν εφαρµόζεται:
- στις φιάλες που κατασκευάζονται από κράµα αλουµινίου µε εγγυηµένη ελάχιστη αντοχή εφελκυσµού µεγαλύτερη από 500 Ν/mm2,
- στις φιάλες τις οποίες προστίθεται µέταλλο κατά τη διαδικασία κλεισίµατος του πυθµένα τους
Κατά την έννοια της παρούσας απόφασης ως φιάλη τύπου ΕΟΚ νοείται φιάλη που έχει σχεδιαστεί και κατασκευαστεί κατά τέτοιο τρόπο ώστε να ανταποκρίνεται στις προδιαγραφές της παρούσας απόφασης και της κοινής Υπουργικής απόφασης «συσκευές πίεσης και µέθοδοι ελέγχου αυτών των συσκευών σε συµµόρφωση προς την οδηγία 76/767/ΕΟΚ» (ΦΕΚ 291/Β/9.6.87).
∆εν είναι δυνατό να απαγορευτεί η κυκλοφορία και η θέση σε λειτουργία φιάλης τύπου ΕΟΚ για λόγους που αφορούν στην κατασκευή της και στον έλεγχο της κατασκευής κατά την έννοια της παρούσας απόφασης και της κοινής Υπουργικής απόφασης και της κοινής Υπουργικής απόφασης του παραπάνω άρθρου 2.
Όλες οι φιάλες τύπου ΕΟΚ υπόκεινται στην έγκριση προτύπου ΕΟΚ.
Όλες οι φιάλες τύπου ΕΟΚ υπόκεινται στον έλεγχο ΕΟΚ, εκτός από τις φιάλες των οποίων η πίεση υδραυλικής δοκιµής είναι µικρότερη ή ίση µε 120 bar και των οποίων η χωρητικότητα είναι µικρότερη ή ίση µε ένα (1) λίτρο.
Προσαρτώνται στην παρούσα απόφαση τα υπ’ αριθµούς Ι, ΙΙ, ΙΙΙ, IV παραρτήµατα της οδηγίας 84/526/ΕΟΚ, τα οποία αποτελούν αναπόσπαστο µέρος αυτής.
Στην παρούσα οδηγία, οι τιµές του ορίου ελαστικότητας, οι οποίες χρησιµοποιούνται για τον υπολογισµό των µερών που υπόκεινται σε πίεση είναι οι ακόλουθες:
- για τα κράµατα του αλουµινίου το συµβατικό όριο ελαστικότητας 0.2% Rp0.2. δηλαδή η τιµή που προκαλεί µη αναλογική επιµήκυνση ίση µε το 0.2% του µεταξύ των σηµείων αναφοράς µήκους του δοκιµίου.
- για το µη κεκραµένο µαλακό αλουµίνιο, 1% µη αναλογική επιµήκυνση.
1.2. Στην παρούσα οδηγία, ως πίεση θραύσης νοείται η πίεση πλαστικής αστάθειας δηλαδή η ανώτατη πίεση, που λαµβάνεται κατά τη δοκιµή θραύσης υπό πίεση.
1.3. Οι συµβολισµοί που χρησιµοποιούνται στο παρόν παράρτηµα σηµαίνουν τα εξής:
Rh = πίεση υδραυλικής δοκιµής σε bar,
Rr = πίεση θραύσης της φιάλης, µετρούµενη κατά τη δοκιµή θραύσης σε bar,
Rrt = υπολογιζόµενη ελάχιστη θεωρητική πίεση θραύσης σε bar,
Re = ελάχιστη τιµή του ορίου ελαστικότητας που εγγυάται ο κατασκευαστής της φιάλης σε N/mm2,
Rm = ελάχιστη τιµή της αντοχής εφελκυσµού την οποία εγγυάται ο κατασκευαστής της φιάλης σε N/mm2,
a = υπολογιζόµενο ελάχιστο πάχος του τοιχώµατος του κυλινδρικού τµήµατος σε mm
D = ονοµαστική εξωτερική διάµετρος της φιάλης σε mm,
Rmt = πραγµατική αντοχή εφελκυσµού σε Ν/mm2,
d = διάµετρος του κυλινδρικού άξονα που χρησιµοποιείται στις δοκιµές αναδίπλωσης σε mm.
2.1. ΧΡΗΣΙΜΟΠΟΙΟΥΜΕΝΑ ΥΛΙΚΑ, ΘΕΡΜΙΚΕΣ ΚΑΙ ΜΗΧΑΝΙΚΕΣ ΚΑΤΕΡΓΑΣΙΕΣ
2.1.1. Ένα κράµα αλουµινίου ή ένα είδος µη κεκραµένου αλουµινίου καθορίζεται από τη µέθοδο παρασκευής του, από την ονοµαστική χηµική του σύσταση και τη θερµική κατεργασία στην οποία υποβάλλεται η φιάλη, από την αντοχή της στη διάβρωση και από τα µηχανικά χαρακτηριστικά. Ο κατασκευαστής παρέχει τις αντίστοιχες ενδείξεις, λαµβάνοντας υπόψη τις παρακάτω προδιαγραφές. Οποιαδήποτε µεταβολή ως προς τις ενδείξεις αυτές θεωρείται, για την έγκριση προτύπου ΕΟΚ, ως αλλαγή υλικού.
2.1.2. Γίνονται δεκτά για την κατασκευή των φιαλών:
α) όλα τα είδη µη κεκραµένου αλουµινίου που περιέχουν αλουµίνιο σε ποσοστό τουλάχιστον 99,5%
β) τα κράµατα του αλουµινίου που έχουν τη χηµική σύσταση που εµφαίνεται στον πίνακα 1 και έχουν υποστεί θερµικές και µηχανικές κατεργασίες του πίνακα 2.
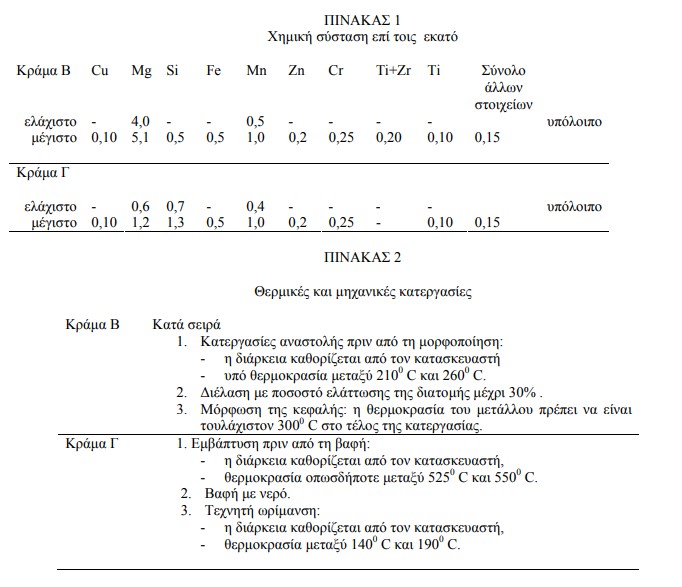
γ) Και οποιαδήποτε άλλο κράµα αλουµινίου µπορεί να χρησιµοποιείται για την κατασκευή φιαλών εφόσον υφίσταται µε επιτυχία τις δοκιµές αντοχής στη διάβρωση που ορίζονται στο παράρτηµα ΙΙ.
2.1.3. Ο κατασκευαστής των φιαλών πρέπει να φροντίζει να έχει και να παρέχει πιστοποιητικά ανάλυσης χυτεύσεως του υλικού που χρησιµοποιείται για την κατασκευή των φιαλών.
2.1.4. Πρέπει να είναι η διενέργεια ανεξάρτητων αναλύσεων. Οι αναλύσεις αυτές πρέπει να διενεργούνται σε δείγµατα που λαµβάνονται είτε από το ηµικατεργασµένο προϊόν, όπως παραδίδεται στον κατασκευαστή φιαλών, είτε από τις έτοιµες φιάλες. Όταν επιλέγεται η λήψη δείγµατος από φιάλη, το δείγµα αυτό επιτρέπεται να ληφθεί από µία από τις φιάλες που έχουν προηγουµένως επιλεγεί για τις µηχανικές δοκιµές που προβλέπονται στο σηµείο 3.1. ή για τη δοκιµή θραύσης υπό πίεση που προβλέπεται στο σηµείο 3.2.
2.1.5. Θερµική και µηχανική κατεργασία των κραµάτων που αναφέρονται στο σηµείο 2.1.2. στοιχεία β) και γ).
2.1.5.1.1. Ο κατασκευαστής υποχρεούται να προσδιορίζει τα χαρακτηριστικά της τελικής αυτής κατεργασίας, και δη :
- τις ονοµαστικές θερµοκρασίες εµβάπτισης και τεχνητής ωρίµανσης,
- την ονοµαστική διάρκεια της πραγµατικής παραµονής της φιάλης στις θερµοκρασίες εµβάπτισης και ωρίµανσης
Κατά τη θερµική κατεργασία, ο κατασκευαστής πρέπει να τηρεί τα χαρακτηριστικά αυτά µέσα στα εξής όρια:
- θερµοκρασία εµβάπτισης ± 50 C
- θερµοκρασία ωρίµανσης ± 50 C
- διάρκεια πραγµατικής παραµονής ± 100 C
2.1.5.1.2. Για τις θερµοκρασίες εµβάπτισης και ωρίµανσης όµως, ο κατασκευαστής µπορεί να δηλώνει ένα περιθώριο θερµοκρασιών µε εύρος µέχρι 200C. Για την ανώτατη και την κατώτατη θερµοκρασία αυτού του περιθωρίου δηλώνει τότε και την ονοµαστική διάρκεια της πραγµατικής παραµονής.
Για τις ενδιάµεσες θερµοκρασίες, η ονοµαστική διάρκεια πραγµατικής παραµονής ορίζεται µε γραµµική παρεµβολή για τη διάρκεια της εµβάπτισης και µε γραµµική παρεµβολή του λογαρίθµου του χρόνου για τη διάρκεια ωρίµανσης.
Ο κατασκευαστής έχει υποχρέωση να διενεργεί τη θερµική κατεργασία σε θερµοκρασία περιλαµβανοµένη στο περιθώριο που έχει δηλώσει και επί χρονικό διάστηµα παραµονής που να µη διαφέρει κατά περισσότερο από 10% από την ονοµαστική διάρκεια, όπως υπολογίζεται σύµφωνα µε το προηγούµενο εδάφιο.
2.1.5.1.3. Στο φάκελο που υποβάλλει για τον έλεγχο ΕΟΚ, ο κατασκευαστής πρέπει να δηλώνει τα χαρακτηριστικά της τελικής θερµικής κατεργασίας που διενεργεί.
2.1.5.1.4. Εκτός από την τελική θερµική κατεργασία, ο κατασκευαστής πρέπει να δηλώνει και όλες τις θερµικές κατεργασίες που διενεργεί σε θερµοκρασία άνω των 2000 C.
2.1.5.2. Η κατασκευή της φιάλης δεν περιλαµβάνει στάδιο βαφής και ωρίµανσης.
2.1.5.2.1. Ο κατασκευαστής έχει υποχρέωση να διευκρινίζει τα χαρακτηριστικά της τελευταίας θερµικής κατεργασίας που διενεργεί σε θερµοκρασία άνω των 2000 C, διακρίνοντας, εφόσον χρειάζεται, τα διάφορα µέλη της φιάλης.
Έχει επίσης υποχρέωση να διευκρινίζει κάθε ενέργεια µορφοποίησης που εκτελεί (π.χ. εξέλαση, διέλαση, µόρφωση της κεφαλής), κατά την οποία η θερµοκρασία του µετάλλου παραµένει κατώτερη ή ίση µε 200 0C και η οποία δεν ακολουθείται από θερµική κατεργασία σε θερµοκρασία ανώτερη από αυτή την τιµή, καθώς και τη θέση του µέρους του µορφοποιηµένου σώµατος που έχει υποστεί τη µεγαλύτερη ελάττωση της διατοµής, δηλώνοντας το σχετικό ποσοστό.
Για την εφαρµογή αυτής της διάταξης ονοµάζεται ποσοστό µείωσης της διατοµής ο λόγος

Ο κατασκευαστής πρέπει να τηρεί τα χαρακτηριστικά αυτής της θερµικής κατεργασίας και της µορφοποίησης µέσα στα ακόλουθα όρια:
- διάρκεια της θερµικής κατεργασίας µε προσέγγιση ± 10% και θερµοκρασία µεπροσέγγιση ± 5 C,
- ποσοστό µείωσης της διατοµής του µέρους που έχει υποστεί τη µεγαλύτερη µείωση ±6%, αν η φιάλη έχει διάµετρο µικρότερη ή ίση µε 100 mm και ± 3%, αν η φιάλη έχει διάµετρο µεγαλύτερη από 100 mm.
2.1.5.2.2. Πάντως, ο κατασκευαστής µπορεί να υποδείξει, όσον αφορά την θερµική κατεργασία, ένα περιθώριο θερµοκρασιών εύρους µέχρι 20 0C. Για καθεµία από τις ακραίες τιµές, υποδεικνύει την ονοµαστική διάρκεια της πραγµατικής παραµονής. Για κάθε ενδιάµεση θερµοκρασία, η ονοµαστική διάρκεια της πραγµατικής παραµονής προσδιορίζει µε γραµµική παρεµβολή. Ο κατασκευαστής είναι υποχρεωµένος να πραγµατοποιεί τη θερµική κατεργασία σε θερµοκρασία που περιλαµβάνεται στο περιθώριο που έχει υποδείξει και για διάρκεια πραγµατικής παραµονής που δεν υφίσταται περισσότερο από 10% ονοµαστικής διάρκειας που υπολογίζεται σύµφωνα µε τα παραπάνω.
2.1.5.2.3. Ο κατασκευαστής οφείλει να υποδείξει στο φάκελο που υποβάλλει κατά τον έλεγχο ΕΟΚ, τα χαρακτηριστικά της τελευταίας θερµικής κατεργασίας, καθώς και τα χαρακτηριστικά της µορφοποίησης.
2.1.5.3. Στην περίπτωση κατά την οποία ο κατασκευαστής επιλέγει να υποδείξει ένα περιθώριο θερµοκρασιών για τη θερµική κατεργασία σύµφωνα µε τα σηµεία 2.1.5.1.2. και 2.1.5.2.2., οφείλει να υποβάλει κατά την έγκριση προτύπου ΕΟΚ, δύο σειρές φιαλών εκ των οποίων η πρώτη αποτελείται από φιάλες που έχουν υποστεί θερµική κατεργασία στη χαµηλότερη από τις προβλεπόµενες θερµοκρασίες, ενώ η άλλη αποτελείται από φιάλες που έχουν υποστεί θερµική κατεργασία στην υψηλότερη θερµοκρασία και κατά τη µικρότερη αντίστοιχη διάρκεια.
2.3. ΥΠΟΛΟΓΙΣΜΟΣ ΤΩΝ ΥΠΟ ΠΙΕΣΗ ΜΕΡΩΝ
2.3.1. Το πάχος του κυλινδρικού τµήµατος των φιαλών αερίου δεν πρέπει να είναι κατώτερο από αυτό που ορίζεται από τον εξής τύπο :
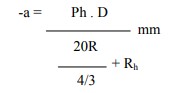
όπου R είναι η µικρότερη από τις ακόλουθες δύο τιµές :
- Re
- 0,85 Rm
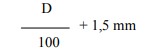
2.3.2. Το ελάχιστο πάχος του τοιχώµατος δεν µπορεί εν πάσει περιπτώσει να είναι κατώτερο από :
2.3.3. Το πάχος και το σχήµα του πυθµένα και της κεφαλή πρέπει να εξασφαλίσουν την επιτυχή έκβαση των δοκιµών που προβλέπονται στα σηµεία 3.2. (δοκιµές θραύσεως) και 3.3. (δοκιµές συµπίεσης - αποσυµπίεσης).
2.3.4. Για να υπάρχει ικανοποιητική κατανοµή των τάσεων, το πάχος του τοιχώµατος της φιάλης πρέπει να αυξάνει προοδευτικά µέσα στην ζώνη µετάβασης µεταξύ του κυλινδρικού τµήµατος και της βάσης, εφόσον ο πυθµένας είναι παχύτερος από το κυλινδρικό τοίχωµα.
2.4. ΚΑΤΑΣΚΕΥΗ ΚΑΙ ΚΑΛΗ ΕΚΤΕΛΕΣΗ
2.4.1. Ο κατασκευαστής ελέγχει το πάχος και την εσωτερική και εξωτερική επιφάνεια κάθε φιάλης για να βεβαιωθεί ότι:
- το πάχος του τοιχώµατος δεν είναι σε κανένα σηµείο µικρότερο από το πάχος που προσδιορίζεται στο σχεδιάγραµµα.
- δεν υπάρχουν, στην εσωτερική και την εξωτερική επιφάνεια της φιάλης, ελαττώµατα επικίνδυνα από άποψη ασφάλειας χρησιµοποίησης της φιάλης.
2.4.2. Η εκκεντρικότητα του κυλινδρικού τµήµατος πρέπει να είναι τόση ώστε σε οποιαδήποτε εγκάρσια τοµή ή διαφορά µεταξύ του µεγάλου και του µικρού άξονα, µετρουµένων από εξωτερική σε εξωτερική παρειά, να µην υπερβαίνει το 1,5% του µέσου όρου των αξόνων αυτών.
Το ολικό βέλος των γενετειρών του κυλινδρικού τµήµατος της φιάλης, ανοιγµένο στο µήκος τους, δεν πρέπει να υπερβαίνει τα 3mm/m.
2.4.3. Οι δακτύλιοι της βάσης των φιαλών, αν υπάρχουν, πρέπει να έχουν ικανοποιητική αντοχή και να κατασκευάζονται από υλικό το ποίο, από άποψη διάβρωσης, να µην είναι ασυµβίβαστο
προς τον τύπο του υλικού που χρησιµοποιείται για την κατασκευή της φιάλης. Το σχήµα του δακτυλίου πρέπει να περιέχει ικανοποιητική ευστάθεια στη φιάλη. Οι δακτύλιοι της βάσης δεν πρέπει να επιτρέπουν την συγκέντρωση νερού ούτε τη διείσδυση νερού ανάµεσα στο δακτύλιο και τη φιάλη.
2.1.1. Ένα κράµα αλουµινίου ή ένα είδος µη κεκραµένου αλουµινίου καθορίζεται από τη µέθοδο παρασκευής του, από την ονοµαστική χηµική του σύσταση και τη θερµική κατεργασία στην οποία υποβάλλεται η φιάλη, από την αντοχή της στη διάβρωση και από τα µηχανικά χαρακτηριστικά. Ο κατασκευαστής παρέχει τις αντίστοιχες ενδείξεις, λαµβάνοντας υπόψη τις παρακάτω προδιαγραφές. Οποιαδήποτε µεταβολή ως προς τις ενδείξεις αυτές θεωρείται, για την έγκριση προτύπου ΕΟΚ, ως αλλαγή υλικού.
2.1.2. Γίνονται δεκτά για την κατασκευή των φιαλών:
α) όλα τα είδη µη κεκραµένου αλουµινίου που περιέχουν αλουµίνιο σε ποσοστό τουλάχιστον 99,5%
β) τα κράµατα του αλουµινίου που έχουν τη χηµική σύσταση που εµφαίνεται στον πίνακα 1 και έχουν υποστεί θερµικές και µηχανικές κατεργασίες του πίνακα 2.
γ) Και οποιαδήποτε άλλο κράµα αλουµινίου µπορεί να χρησιµοποιείται για την κατασκευή φιαλών εφόσον υφίσταται µε επιτυχία τις δοκιµές αντοχής στη διάβρωση που ορίζονται στο παράρτηµα ΙΙ.
2.1.3. Ο κατασκευαστής των φιαλών πρέπει να φροντίζει να έχει και να παρέχει πιστοποιητικά ανάλυσης χυτεύσεως του υλικού που χρησιµοποιείται για την κατασκευή των φιαλών.
2.1.4. Πρέπει να είναι η διενέργεια ανεξάρτητων αναλύσεων. Οι αναλύσεις αυτές πρέπει να διενεργούνται σε δείγµατα που λαµβάνονται είτε από το ηµικατεργασµένο προϊόν, όπως παραδίδεται στον κατασκευαστή φιαλών, είτε από τις έτοιµες φιάλες. Όταν επιλέγεται η λήψη δείγµατος από φιάλη, το δείγµα αυτό επιτρέπεται να ληφθεί από µία από τις φιάλες που έχουν προηγουµένως επιλεγεί για τις µηχανικές δοκιµές που προβλέπονται στο σηµείο 3.1. ή για τη δοκιµή θραύσης υπό πίεση που προβλέπεται στο σηµείο 3.2.
2.1.5. Θερµική και µηχανική κατεργασία των κραµάτων που αναφέρονται στο σηµείο 2.1.2. στοιχεία β) και γ).
2.1.5.1.1. Ο κατασκευαστής υποχρεούται να προσδιορίζει τα χαρακτηριστικά της τελικής αυτής κατεργασίας, και δη :
- τις ονοµαστικές θερµοκρασίες εµβάπτισης και τεχνητής ωρίµανσης,
- την ονοµαστική διάρκεια της πραγµατικής παραµονής της φιάλης στις θερµοκρασίες εµβάπτισης και ωρίµανσης
Κατά τη θερµική κατεργασία, ο κατασκευαστής πρέπει να τηρεί τα χαρακτηριστικά αυτά µέσα στα εξής όρια:
- θερµοκρασία εµβάπτισης ± 50 C
- θερµοκρασία ωρίµανσης ± 50 C
- διάρκεια πραγµατικής παραµονής ± 100 C
2.1.5.1.2. Για τις θερµοκρασίες εµβάπτισης και ωρίµανσης όµως, ο κατασκευαστής µπορεί να δηλώνει ένα περιθώριο θερµοκρασιών µε εύρος µέχρι 200C. Για την ανώτατη και την κατώτατη θερµοκρασία αυτού του περιθωρίου δηλώνει τότε και την ονοµαστική διάρκεια της πραγµατικής παραµονής.
Για τις ενδιάµεσες θερµοκρασίες, η ονοµαστική διάρκεια πραγµατικής παραµονής ορίζεται µε γραµµική παρεµβολή για τη διάρκεια της εµβάπτισης και µε γραµµική παρεµβολή του λογαρίθµου του χρόνου για τη διάρκεια ωρίµανσης.
Ο κατασκευαστής έχει υποχρέωση να διενεργεί τη θερµική κατεργασία σε θερµοκρασία περιλαµβανοµένη στο περιθώριο που έχει δηλώσει και επί χρονικό διάστηµα παραµονής που να µη διαφέρει κατά περισσότερο από 10% από την ονοµαστική διάρκεια, όπως υπολογίζεται σύµφωνα µε το προηγούµενο εδάφιο.
2.1.5.1.3. Στο φάκελο που υποβάλλει για τον έλεγχο ΕΟΚ, ο κατασκευαστής πρέπει να δηλώνει τα χαρακτηριστικά της τελικής θερµικής κατεργασίας που διενεργεί.
2.1.5.1.4. Εκτός από την τελική θερµική κατεργασία, ο κατασκευαστής πρέπει να δηλώνει και όλες τις θερµικές κατεργασίες που διενεργεί σε θερµοκρασία άνω των 2000 C.
2.1.5.2. Η κατασκευή της φιάλης δεν περιλαµβάνει στάδιο βαφής και ωρίµανσης.
2.1.5.2.1. Ο κατασκευαστής έχει υποχρέωση να διευκρινίζει τα χαρακτηριστικά της τελευταίας θερµικής κατεργασίας που διενεργεί σε θερµοκρασία άνω των 2000 C, διακρίνοντας, εφόσον χρειάζεται, τα διάφορα µέλη της φιάλης.
Έχει επίσης υποχρέωση να διευκρινίζει κάθε ενέργεια µορφοποίησης που εκτελεί (π.χ. εξέλαση, διέλαση, µόρφωση της κεφαλής), κατά την οποία η θερµοκρασία του µετάλλου παραµένει κατώτερη ή ίση µε 200 0C και η οποία δεν ακολουθείται από θερµική κατεργασία σε θερµοκρασία ανώτερη από αυτή την τιµή, καθώς και τη θέση του µέρους του µορφοποιηµένου σώµατος που έχει υποστεί τη µεγαλύτερη ελάττωση της διατοµής, δηλώνοντας το σχετικό ποσοστό.
Για την εφαρµογή αυτής της διάταξης ονοµάζεται ποσοστό µείωσης της διατοµής ο λόγος
Ο κατασκευαστής πρέπει να τηρεί τα χαρακτηριστικά αυτής της θερµικής κατεργασίας και της µορφοποίησης µέσα στα ακόλουθα όρια:
- διάρκεια της θερµικής κατεργασίας µε προσέγγιση ± 10% και θερµοκρασία µεπροσέγγιση ± 5 C,
- ποσοστό µείωσης της διατοµής του µέρους που έχει υποστεί τη µεγαλύτερη µείωση ±6%, αν η φιάλη έχει διάµετρο µικρότερη ή ίση µε 100 mm και ± 3%, αν η φιάλη έχει διάµετρο µεγαλύτερη από 100 mm.
2.1.5.2.2. Πάντως, ο κατασκευαστής µπορεί να υποδείξει, όσον αφορά την θερµική κατεργασία, ένα περιθώριο θερµοκρασιών εύρους µέχρι 20 0C. Για καθεµία από τις ακραίες τιµές, υποδεικνύει την ονοµαστική διάρκεια της πραγµατικής παραµονής. Για κάθε ενδιάµεση θερµοκρασία, η ονοµαστική διάρκεια της πραγµατικής παραµονής προσδιορίζει µε γραµµική παρεµβολή. Ο κατασκευαστής είναι υποχρεωµένος να πραγµατοποιεί τη θερµική κατεργασία σε θερµοκρασία που περιλαµβάνεται στο περιθώριο που έχει υποδείξει και για διάρκεια πραγµατικής παραµονής που δεν υφίσταται περισσότερο από 10% ονοµαστικής διάρκειας που υπολογίζεται σύµφωνα µε τα παραπάνω.
2.1.5.2.3. Ο κατασκευαστής οφείλει να υποδείξει στο φάκελο που υποβάλλει κατά τον έλεγχο ΕΟΚ, τα χαρακτηριστικά της τελευταίας θερµικής κατεργασίας, καθώς και τα χαρακτηριστικά της µορφοποίησης.
2.1.5.3. Στην περίπτωση κατά την οποία ο κατασκευαστής επιλέγει να υποδείξει ένα περιθώριο θερµοκρασιών για τη θερµική κατεργασία σύµφωνα µε τα σηµεία 2.1.5.1.2. και 2.1.5.2.2., οφείλει να υποβάλει κατά την έγκριση προτύπου ΕΟΚ, δύο σειρές φιαλών εκ των οποίων η πρώτη αποτελείται από φιάλες που έχουν υποστεί θερµική κατεργασία στη χαµηλότερη από τις προβλεπόµενες θερµοκρασίες, ενώ η άλλη αποτελείται από φιάλες που έχουν υποστεί θερµική κατεργασία στην υψηλότερη θερµοκρασία και κατά τη µικρότερη αντίστοιχη διάρκεια.
2.3.1. Το πάχος του κυλινδρικού τµήµατος των φιαλών αερίου δεν πρέπει να είναι κατώτερο από αυτό που ορίζεται από τον εξής τύπο :
όπου R είναι η µικρότερη από τις ακόλουθες δύο τιµές :
- Re
- 0,85 Rm
2.3.2. Το ελάχιστο πάχος του τοιχώµατος δεν µπορεί εν πάσει περιπτώσει να είναι κατώτερο από :
2.3.3. Το πάχος και το σχήµα του πυθµένα και της κεφαλή πρέπει να εξασφαλίσουν την επιτυχή έκβαση των δοκιµών που προβλέπονται στα σηµεία 3.2. (δοκιµές θραύσεως) και 3.3. (δοκιµές συµπίεσης - αποσυµπίεσης).
2.3.4. Για να υπάρχει ικανοποιητική κατανοµή των τάσεων, το πάχος του τοιχώµατος της φιάλης πρέπει να αυξάνει προοδευτικά µέσα στην ζώνη µετάβασης µεταξύ του κυλινδρικού τµήµατος και της βάσης, εφόσον ο πυθµένας είναι παχύτερος από το κυλινδρικό τοίχωµα.
2.4.1. Ο κατασκευαστής ελέγχει το πάχος και την εσωτερική και εξωτερική επιφάνεια κάθε φιάλης για να βεβαιωθεί ότι:
- το πάχος του τοιχώµατος δεν είναι σε κανένα σηµείο µικρότερο από το πάχος που προσδιορίζεται στο σχεδιάγραµµα.
- δεν υπάρχουν, στην εσωτερική και την εξωτερική επιφάνεια της φιάλης, ελαττώµατα επικίνδυνα από άποψη ασφάλειας χρησιµοποίησης της φιάλης.
2.4.2. Η εκκεντρικότητα του κυλινδρικού τµήµατος πρέπει να είναι τόση ώστε σε οποιαδήποτε εγκάρσια τοµή ή διαφορά µεταξύ του µεγάλου και του µικρού άξονα, µετρουµένων από εξωτερική σε εξωτερική παρειά, να µην υπερβαίνει το 1,5% του µέσου όρου των αξόνων αυτών.
Το ολικό βέλος των γενετειρών του κυλινδρικού τµήµατος της φιάλης, ανοιγµένο στο µήκος τους, δεν πρέπει να υπερβαίνει τα 3mm/m.
2.4.3. Οι δακτύλιοι της βάσης των φιαλών, αν υπάρχουν, πρέπει να έχουν ικανοποιητική αντοχή και να κατασκευάζονται από υλικό το ποίο, από άποψη διάβρωσης, να µην είναι ασυµβίβαστο
προς τον τύπο του υλικού που χρησιµοποιείται για την κατασκευή της φιάλης. Το σχήµα του δακτυλίου πρέπει να περιέχει ικανοποιητική ευστάθεια στη φιάλη. Οι δακτύλιοι της βάσης δεν πρέπει να επιτρέπουν την συγκέντρωση νερού ούτε τη διείσδυση νερού ανάµεσα στο δακτύλιο και τη φιάλη.
3.1. ΜΗΧΑΝΙΚΕΣ ∆ΟΚΙΜΕΣ
Με την φύλαξη των παρακάτω προδιαγραφών, οι µηχανικές δοκιµές διενεργούνται σύµφωνα µε τις ακόλουθες EURONORM :
ΕURONORM 2-80: δοκιµή εφελκυσµού για το χάλυβα,
ΕURONORM 3-79: δοκιµή σκληρότητας Brimell,
ΕURONORM 6-55: δοκιµή αναδίπλωσης του χάλυβα,
ΕURONORM 11-80: δοκιµή εφελκυσµού για λαµαρίνες και χαλύβδινες ταινίες πάχους µικρότερου από 3mm.
ΕURONORM 12-55: δοκιµή αναδίπλωσης για λαµαρίνες και χαλύβδινες ταινίες πάχους µικρότερου από 3mm.
3.1.1. Γενικές προδιαγραφές
Όλες οι µηχανικές δοκιµές για τον έλεγχο της ποιότητας του µετάλλου των φιαλών πραγµατοποιούνται στο δοκίµια που λαµβάνονται από έτοιµες φιάλες.
3.1.2. Τύποι δοκιµών και αξιολόγηση των αποτελεσµάτων τους.
Σε κάθε φιάλη - δείγµα διενεργείται µια δοκιµή εφελκυσµού κατά το µήκος της και τέσσερις δοκιµές αναδίπλωσης κατά την περιφέρειά της.
3.1.2.1. ∆οκιµές εφελκυσµού
3.1.2.1.1. Το δοκίµιο πρέπει να ανταποκρίνεται στις διατάξεις:
- του κεφαλαίου 4 της EURONORM 2-80, όταν το πάχος του είναι ίσο ή µεγαλύτερο από 3mm.
- του κεφαλαίου της EURONORM 11-80, όταν το πάχος του είναι µικρότερο από 3mm.
Στην περίπτωση αυτή το πλάτος και το µήκος του δοκιµίου µεταξύ των σηµείων αναφοράς είναι 12,5 και 50mm αντίστοιχα, ανεξάρτητα από το πάχος του δοκιµίου.
Οι δύο παρειές του δοκιµίου, που αντιστοιχούν στο εσωτερικό και το εξωτερικό τοίχωµα της φιάλης δεν πρέπει να υποβάλλονται µε µηχανουργική επεξεργασία.
3.1.2.1.2. - Για τα κράµατα Γ που αναφέρονται στο σηµείο 2.1.2. στοιχείο β) και για τα κράµατα που αναφέρονται στο σηµείο 2.1.2. στοιχείο γ) και για τα κράµατα που αναφέρονται στο σηµείο 2.1.2 στοιχείο γ), η επιµήκυνση µετά τη θραύση δεν πρέπει να είναι κατώτερη από 12%.
- Για τα κράµατα Β που αναφέρονται στο σηµείο 2.1.2. στοιχείο β), η επιµήκυνση µετά τη θραύσης πρέπει να είναι τουλάχιστον 12% όταν η δοκιµή εφελκυσµού εκτελείται σε ένα δοκίµιο προερχόµενο από το τοίχωµα της φιάλης. Επιτρέπεται επίσης να εκτελείται η δοκιµή εφελκυσµού σε τέσσερα δοκίµια προερχόµενα από σηµείο οµοιόµορφα κατανεµηµένα στο τοίχωµα της φιάλης. Οι απαιτήσεις είναι στην περίπτωση αυτή οι εξής :
- καµία µεµονωµένη τιµή δεν πρέπει να είναι κατώτερη από 11%.
- ο µέσος όρος των τεσσάρων µετρήσεων πρέπει να είναι τουλάχιστον 12%
- Για το µη κεκραµένο αλουµίνιο, η επιµήκυνση µετά τη θραύση δεν είναι κατώτερη από 12%.
3.1.2.1.3. Η τιµή που λαµβάνεται για την αντοχή εφελκυσµού πρέπει να είναι µεγαλύτερη ή ίση προς Rm.
Το όριο ελαστικότητας που πρέπει να προσδιορίζεται κατά τη δοκιµή εφελκυσµού είναι το όριο που χρησιµοποιείται σύµφωνα µε το σηµείο 1.1. για τον υπολογισµό των φιαλών.
Η τιµή που λαµβάνεται για το όριο ελαστικότητας πρέπει να είναι µεγαλύτερη ή ίση µε Re.
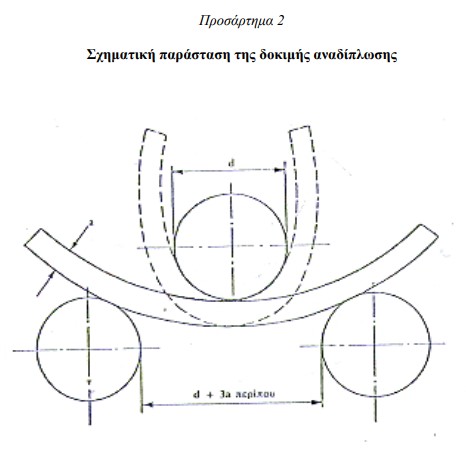
3.1.2.2. ∆οκιµές αναδίπλωσης
3.1.2.2.1. Η δοκιµή αναδίπλωσης πραγµατοποιείται σε δοκίµια που λαµβάνονται από δακτύλιο 3 a, ο οποίος κόβεται σε δύο ισοµήκη κοµµάτια. Πάντως το πλάτος του δοκιµίου δεν µπορεί να είναι µικρότερο από 25 mm. Μόνο τα άκρα κάθε ταινίας µπορούν να υποστούν µηχανουργική επεξεργασία. Τα άκρα µπορούν να είναι στρογγυλεµένα, µε ακτίνα το πολύ 1/10 του πάχους των δοκιµίων, ή να παρουσιάζουν λοξή απότµηση 45%.
3.1.2.2.2. Η δοκιµή αναδίπλωσης πραγµατοποιείται µε κυλινδρικό άξονα διαµέτρου d και µε δύο κυλίνδρους ανάµεσα στους οποίους υπάρχει απόσταση ίση µε d + 3a. Κατά τη διάρκεια της δοκιµής η εσωτερική επιφάνεια του δακτυλίου τοποθετείται πάνω στον κυλινδρικό άξονα.
3.1.2.2.3. Το δοκίµιο δεν πρέπει να παρουσιάζει ρωγµές όταν, κατά την αναδίπλωση γύρω από ένα κυλινδρικό άξονα, η απόσταση που χωρίζει τα εσωτερικά άκρα δεν είναι µεγαλύτερα από τη διάµετρο του άξονα αυτού (βλ. σχηµατική παράσταση στο προσάρτηµα).
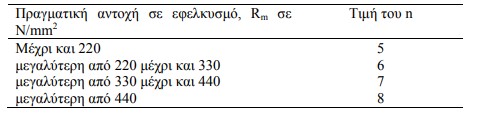
3.1.2.2.4. Ο λόγος (n) της διαµέτρου του κυλινδρικού άξονα προς το πάχος του δοκιµίου δεν πρέπει να υπερβαίνει τις τιµές που δίνονται στον ακόλουθο πίνακα :
3.2. ∆ΟΚΙΜΗ ΘΡΑΥΣΗΣ ΥΠΟ Υ∆ΡΑΥΛΙΚΗ ΤΑΣΗ
Συνθήκες δοκιµής
Οι φιάλες που υποβάλλονται στη δοκιµή αυτή πρέπει να φέρουν τις αναγραφές που αναφέρονται στο σηµείο 6.
3.2.1.1. Η δοκιµή θραύσης υπό υδραυλική πίεση πρέπει να πραγµατοποιείται σε δύο διαδοχικά στάδια, µε τη βοήθεια µηχανισµού που επιτρέπει να αυξάνεται η πίεση µε σταθερό ρυθµό µέχρι να διαρραγεί η φιάλη και να καταγράφεται η καµπύλη µεταβολής της πίεσης σε συνάρτηση µε το χρόνο. Η δοκιµή πρέπει να διενεργείται σε θερµοκρασία περιβάλλοντος.
3.2.1.2. Κατά το πρώτο στάδιο, η αύξηση της πίεσης πρέπει να γίνεται µε σταθερή ταχύτητα µέχρι την τιµή πίεσης, που αντιστοιχεί στην έναρξη της πλαστικής παραµόρφωσης. Αυτή η ταχύτητα δεν πρέπει να υπερβαίνει τα 5bars/δευτερόλεπτο.
Από το σηµείο που αρχίζει η πλαστική παραµόρφωση (δεύτερο στάδιο), η παροχή της αντλίας δεν πρέπει να υπερβαίνει το διπλάσιο της παροχής της αντλίας κατά το πρώτο στάδιο και πρέπει να διατηρείται σταθερή µέχρι να διαρραγεί η φιάλη.
3.2.2. Ερµηνεία της δοκιµής
3.2.2.1. Η ερµηνεία της δοκιµής θραύσης υπό πίεση περιλαµβάνει :
- την εξέταση της καµπύλης - χρόνου, η οποία επιτρέπει τον προσδιορισµό της πίεσης θραύσης,
- την εξέταση της ρωγµής και του σχήµατος των χειλέων,
- στην περίπτωση φιαλών µε κοίλο πυθµένα τον έλεγχο, ότι ο πυθµένας της φιάλης δεν αναστρέφεται.
3.2.2.2. Η µετρούµενη πίεση θραύσης (Ρ) πρέπει να είναι µεγαλύτερη από την τιµή:
3.2.2.3. Η δοκιµή θραύσης εν πρέπει να προκαλεί κατακερµατισµό της φιάλης.
3.2.2.4. Το κύριο ρήγµα δεν πρέπει να είναι εύθραυστου τύπου, δηλαδή τα χείλη της δεν πρέπει να είναι ακτινικά, αλλά να παρουσιάζουν κλίση σε σχέση µε το εγκάρσιο επίπεδο και να παρουσιάζουν συρρίκνωση.
Το ρήγµα είναι παραδεκτό µόνο όταν πληρούνται οι ακόλουθοι όροι:
1. Για τις φιάλες µε πάχος a ίσο µε 13mm το πολύ:
το µεγαλύτερο µέρος του ρήγµατος πρέπει να είναι σαφώς διάµηκες το ρήγµα δεν πρέπει να έχει διακλαδώσεις το ρήγµα δεν πρέπει να έχει ανάπτυγµα στην περιφέρεια πάνω από 900 εκατέρωθεν του κύριου µέρους του το ρήγµα δεν πρέπει να εκτείνεται στα µέρη της φιάλης των οποίων το πάχος υπερβαίνει κατά περισσότερο από 50% το µέγιστο πάχος των τοιχωµάτων στο µέσο τους ύψους της φιάλης ωστόσο στις φιάλες µε κυρτό πυθµένα, το ρήγµα δεν πρέπει να φτάνει µέχρι το κέντρο της βάσης της φιάλης για τις φιάλες των οποίων το πάχος a είναι µεγαλύτερο από 13mm, το µεγαλύτερο µέρος του ρήγµατος πρέπει να είναι σαφώς διάµηκες.
3.2.2.5. Το ρήγµα δεν πρέπει να δείχνει ότι υπάρχει οποιοδήποτε σηµαντικό ελάττωµα στο µέταλλο.
3.3. ∆ΟΚΙΜΗ ΣΥΜΠΙΕΣΗΣ - ΑΠΟΣΥΜΠΙΕΣΗΣ
3.3.1. Οι φιάλες που υποβάλλονται στη δοκιµή αυτή πρέπει να φέρουν τις επιγραφές που αναφέρονται στο σηµείο 6.
3.3.2. Η δοκιµή πραγµατοποιείται µε µη διαβρωτικό υγρό σε 2 φιάλες τις οποίες εγγυάται ο κατασκευαστής ως αισθητά αντιπροσωπευτικές των ελάχιστων διαστάσεων που προβλέφθηκαν κατά το σχεδιασµό.
3.3.3. Η δοκιµή αυτή πραγµατοποιείται κατά κύκλους. Η ανώτατη πίεση του κύκλου είναι ίση είτε µε την πίεση Ph είτε µε τα δύο τρίτα της πίεσης αυτής.
Η κατώτατη πίεση του κύκλου δεν πρέπει να υπερβαίνει το 10% της ανώτατης πίεσης του κύκλου.
Ο αριθµός των κύκλων που πρέπει να επιτευχθεί και η µέγιστη συχνότητα καθορίζονται στον παρακάτω πίνακα:
 H θερµοκρασία που µετράται στο εξωτερικό τοίχωµα της φιάλης δεν πρέπει να υπερβαίνει τους 50 0C κατά τη διάρκεια της δοκιµής.
H θερµοκρασία που µετράται στο εξωτερικό τοίχωµα της φιάλης δεν πρέπει να υπερβαίνει τους 50 0C κατά τη διάρκεια της δοκιµής.
Η δοκιµή αυτή θεωρείται ικανοποιητική αν η φιάλη φθάσει στον απαιτούµενο αριθµό κύκλων χωρίς να παρουσιάσει διαρροή.
3.4. Υ∆ΡΑΥΛΙΚΗ ∆ΟΚΙΜΗ
3.4.1. Η πίεση του νερού µέσα στη φιάλη πρέπει να αυξάνει µε σταθερό ρυθµό µέχρι να επιτευχθεί η πίεση Rh.
3.4.2. H φιάλη παραµένει υπό πίεση Ph επί αρκετό χρονικό διάστηµα ώστε να εξακριβωθεί ότι η πίεση δεν τείνει να µειωθεί και ότι δεν υπάρχει διαρροή.
3.4.3. Μετά τη δοκιµή, η φιάλη δεν πρέπει να παρουσιάζει µόνιµη παραµόρφωση.
3.4.4. Οι φιάλες που δεν ικανοποιούν τις απαιτήσεις αυτές κατά τη δοκιµή πρέπει να απορρίπτονται.
3.5. ΕΛΕΓΧΟΣ ΤΗΣ ΟΜΟΙΟΓΕΝΕΙΑΣ ΜΙΑΣ ΦΙΑΛΗΣ
Κατά τον έλεγχο αυτό εξακριβώνεται ότι δύο τυχαία σηµεία του µετάλλου της εξωτερικής επιφάνειας της φιάλης δεν παρουσιάζουν διαφορά σκληρότητας µεγαλύτερη από 15ΗΒ. Ο έλεγχος πρέπει να γίνεται σε δύο εγκάρσιες τοµές της φιάλης οι οποίες βρίσκονται κοντά στην κεφαλή και τη βάση της φιάλης, σε τέσσερα οµοιόµορφα κατανεµηµένα σηµεία.
3.6. ΕΛΕΓΧΟΣ ΤΗΣ ΟΜΟΙΟΓΕΝΕΙΑΣ ΜΙΑΣ ΠΑΡΤΙ∆ΑΣ
Ο έλεγχος αυτός, ο οποίος διενεργείται από τον κατασκευαστή, αποσκοπεί στο να εξακριβωθεί, µε µια δοκιµή σκληρότητας ή µε οποιαδήποτε άλλη κατάλληλη µέθοδο, ότι δεν έγινε κανένα λάθος κατά την επιλογή των αρχικών µπιγιέτων και κατά τη θερµική κατεργασία.
3.7. ΕΛΕΓΧΟΣ ΤΩΝ ΠΥΘΜΕΝΩΝ
Στη βάση της φιάλης γίνεται µεσηµβρινή τοµή και µία από τις επιφάνειες που λαµβάνονται κατ' αυτό τον τόπο λειαίνεται ώστε να εξεταστεί υπό µεγέθυνση από 5 Χ έως 10 Χ.
Η φιάλη πρέπει να θεωρείται ως ελαττωµατική αν διαπιστώνεται ύπαρξη ρωγµών. Η φιάλη θεωρείται επίσης ελαττωµατική αν οι τυχόν πόροι και εγκλείσµατα είναι αρκετά µεγάλοι ώστε να είναι επικίνδυνοι από άποψη ασφάλειας.
Με την φύλαξη των παρακάτω προδιαγραφών, οι µηχανικές δοκιµές διενεργούνται σύµφωνα µε τις ακόλουθες EURONORM :
ΕURONORM 2-80: δοκιµή εφελκυσµού για το χάλυβα,
ΕURONORM 3-79: δοκιµή σκληρότητας Brimell,
ΕURONORM 6-55: δοκιµή αναδίπλωσης του χάλυβα,
ΕURONORM 11-80: δοκιµή εφελκυσµού για λαµαρίνες και χαλύβδινες ταινίες πάχους µικρότερου από 3mm.
ΕURONORM 12-55: δοκιµή αναδίπλωσης για λαµαρίνες και χαλύβδινες ταινίες πάχους µικρότερου από 3mm.
3.1.1. Γενικές προδιαγραφές
Όλες οι µηχανικές δοκιµές για τον έλεγχο της ποιότητας του µετάλλου των φιαλών πραγµατοποιούνται στο δοκίµια που λαµβάνονται από έτοιµες φιάλες.
3.1.2. Τύποι δοκιµών και αξιολόγηση των αποτελεσµάτων τους.
Σε κάθε φιάλη - δείγµα διενεργείται µια δοκιµή εφελκυσµού κατά το µήκος της και τέσσερις δοκιµές αναδίπλωσης κατά την περιφέρειά της.
3.1.2.1. ∆οκιµές εφελκυσµού
3.1.2.1.1. Το δοκίµιο πρέπει να ανταποκρίνεται στις διατάξεις:
- του κεφαλαίου 4 της EURONORM 2-80, όταν το πάχος του είναι ίσο ή µεγαλύτερο από 3mm.
- του κεφαλαίου της EURONORM 11-80, όταν το πάχος του είναι µικρότερο από 3mm.
Στην περίπτωση αυτή το πλάτος και το µήκος του δοκιµίου µεταξύ των σηµείων αναφοράς είναι 12,5 και 50mm αντίστοιχα, ανεξάρτητα από το πάχος του δοκιµίου.
Οι δύο παρειές του δοκιµίου, που αντιστοιχούν στο εσωτερικό και το εξωτερικό τοίχωµα της φιάλης δεν πρέπει να υποβάλλονται µε µηχανουργική επεξεργασία.
3.1.2.1.2. - Για τα κράµατα Γ που αναφέρονται στο σηµείο 2.1.2. στοιχείο β) και για τα κράµατα που αναφέρονται στο σηµείο 2.1.2. στοιχείο γ) και για τα κράµατα που αναφέρονται στο σηµείο 2.1.2 στοιχείο γ), η επιµήκυνση µετά τη θραύση δεν πρέπει να είναι κατώτερη από 12%.
- Για τα κράµατα Β που αναφέρονται στο σηµείο 2.1.2. στοιχείο β), η επιµήκυνση µετά τη θραύσης πρέπει να είναι τουλάχιστον 12% όταν η δοκιµή εφελκυσµού εκτελείται σε ένα δοκίµιο προερχόµενο από το τοίχωµα της φιάλης. Επιτρέπεται επίσης να εκτελείται η δοκιµή εφελκυσµού σε τέσσερα δοκίµια προερχόµενα από σηµείο οµοιόµορφα κατανεµηµένα στο τοίχωµα της φιάλης. Οι απαιτήσεις είναι στην περίπτωση αυτή οι εξής :
- καµία µεµονωµένη τιµή δεν πρέπει να είναι κατώτερη από 11%.
- ο µέσος όρος των τεσσάρων µετρήσεων πρέπει να είναι τουλάχιστον 12%
- Για το µη κεκραµένο αλουµίνιο, η επιµήκυνση µετά τη θραύση δεν είναι κατώτερη από 12%.
3.1.2.1.3. Η τιµή που λαµβάνεται για την αντοχή εφελκυσµού πρέπει να είναι µεγαλύτερη ή ίση προς Rm.
Το όριο ελαστικότητας που πρέπει να προσδιορίζεται κατά τη δοκιµή εφελκυσµού είναι το όριο που χρησιµοποιείται σύµφωνα µε το σηµείο 1.1. για τον υπολογισµό των φιαλών.
Η τιµή που λαµβάνεται για το όριο ελαστικότητας πρέπει να είναι µεγαλύτερη ή ίση µε Re.
3.1.2.2. ∆οκιµές αναδίπλωσης
3.1.2.2.1. Η δοκιµή αναδίπλωσης πραγµατοποιείται σε δοκίµια που λαµβάνονται από δακτύλιο 3 a, ο οποίος κόβεται σε δύο ισοµήκη κοµµάτια. Πάντως το πλάτος του δοκιµίου δεν µπορεί να είναι µικρότερο από 25 mm. Μόνο τα άκρα κάθε ταινίας µπορούν να υποστούν µηχανουργική επεξεργασία. Τα άκρα µπορούν να είναι στρογγυλεµένα, µε ακτίνα το πολύ 1/10 του πάχους των δοκιµίων, ή να παρουσιάζουν λοξή απότµηση 45%.
3.1.2.2.2. Η δοκιµή αναδίπλωσης πραγµατοποιείται µε κυλινδρικό άξονα διαµέτρου d και µε δύο κυλίνδρους ανάµεσα στους οποίους υπάρχει απόσταση ίση µε d + 3a. Κατά τη διάρκεια της δοκιµής η εσωτερική επιφάνεια του δακτυλίου τοποθετείται πάνω στον κυλινδρικό άξονα.
3.1.2.2.3. Το δοκίµιο δεν πρέπει να παρουσιάζει ρωγµές όταν, κατά την αναδίπλωση γύρω από ένα κυλινδρικό άξονα, η απόσταση που χωρίζει τα εσωτερικά άκρα δεν είναι µεγαλύτερα από τη διάµετρο του άξονα αυτού (βλ. σχηµατική παράσταση στο προσάρτηµα).
3.1.2.2.4. Ο λόγος (n) της διαµέτρου του κυλινδρικού άξονα προς το πάχος του δοκιµίου δεν πρέπει να υπερβαίνει τις τιµές που δίνονται στον ακόλουθο πίνακα :
Συνθήκες δοκιµής
Οι φιάλες που υποβάλλονται στη δοκιµή αυτή πρέπει να φέρουν τις αναγραφές που αναφέρονται στο σηµείο 6.
3.2.1.1. Η δοκιµή θραύσης υπό υδραυλική πίεση πρέπει να πραγµατοποιείται σε δύο διαδοχικά στάδια, µε τη βοήθεια µηχανισµού που επιτρέπει να αυξάνεται η πίεση µε σταθερό ρυθµό µέχρι να διαρραγεί η φιάλη και να καταγράφεται η καµπύλη µεταβολής της πίεσης σε συνάρτηση µε το χρόνο. Η δοκιµή πρέπει να διενεργείται σε θερµοκρασία περιβάλλοντος.
3.2.1.2. Κατά το πρώτο στάδιο, η αύξηση της πίεσης πρέπει να γίνεται µε σταθερή ταχύτητα µέχρι την τιµή πίεσης, που αντιστοιχεί στην έναρξη της πλαστικής παραµόρφωσης. Αυτή η ταχύτητα δεν πρέπει να υπερβαίνει τα 5bars/δευτερόλεπτο.
Από το σηµείο που αρχίζει η πλαστική παραµόρφωση (δεύτερο στάδιο), η παροχή της αντλίας δεν πρέπει να υπερβαίνει το διπλάσιο της παροχής της αντλίας κατά το πρώτο στάδιο και πρέπει να διατηρείται σταθερή µέχρι να διαρραγεί η φιάλη.
3.2.2. Ερµηνεία της δοκιµής
3.2.2.1. Η ερµηνεία της δοκιµής θραύσης υπό πίεση περιλαµβάνει :
- την εξέταση της καµπύλης - χρόνου, η οποία επιτρέπει τον προσδιορισµό της πίεσης θραύσης,
- την εξέταση της ρωγµής και του σχήµατος των χειλέων,
- στην περίπτωση φιαλών µε κοίλο πυθµένα τον έλεγχο, ότι ο πυθµένας της φιάλης δεν αναστρέφεται.
3.2.2.2. Η µετρούµενη πίεση θραύσης (Ρ) πρέπει να είναι µεγαλύτερη από την τιµή:
3.2.2.3. Η δοκιµή θραύσης εν πρέπει να προκαλεί κατακερµατισµό της φιάλης.
3.2.2.4. Το κύριο ρήγµα δεν πρέπει να είναι εύθραυστου τύπου, δηλαδή τα χείλη της δεν πρέπει να είναι ακτινικά, αλλά να παρουσιάζουν κλίση σε σχέση µε το εγκάρσιο επίπεδο και να παρουσιάζουν συρρίκνωση.
Το ρήγµα είναι παραδεκτό µόνο όταν πληρούνται οι ακόλουθοι όροι:
1. Για τις φιάλες µε πάχος a ίσο µε 13mm το πολύ:
το µεγαλύτερο µέρος του ρήγµατος πρέπει να είναι σαφώς διάµηκες το ρήγµα δεν πρέπει να έχει διακλαδώσεις το ρήγµα δεν πρέπει να έχει ανάπτυγµα στην περιφέρεια πάνω από 900 εκατέρωθεν του κύριου µέρους του το ρήγµα δεν πρέπει να εκτείνεται στα µέρη της φιάλης των οποίων το πάχος υπερβαίνει κατά περισσότερο από 50% το µέγιστο πάχος των τοιχωµάτων στο µέσο τους ύψους της φιάλης ωστόσο στις φιάλες µε κυρτό πυθµένα, το ρήγµα δεν πρέπει να φτάνει µέχρι το κέντρο της βάσης της φιάλης για τις φιάλες των οποίων το πάχος a είναι µεγαλύτερο από 13mm, το µεγαλύτερο µέρος του ρήγµατος πρέπει να είναι σαφώς διάµηκες.
3.2.2.5. Το ρήγµα δεν πρέπει να δείχνει ότι υπάρχει οποιοδήποτε σηµαντικό ελάττωµα στο µέταλλο.
3.3.1. Οι φιάλες που υποβάλλονται στη δοκιµή αυτή πρέπει να φέρουν τις επιγραφές που αναφέρονται στο σηµείο 6.
3.3.2. Η δοκιµή πραγµατοποιείται µε µη διαβρωτικό υγρό σε 2 φιάλες τις οποίες εγγυάται ο κατασκευαστής ως αισθητά αντιπροσωπευτικές των ελάχιστων διαστάσεων που προβλέφθηκαν κατά το σχεδιασµό.
3.3.3. Η δοκιµή αυτή πραγµατοποιείται κατά κύκλους. Η ανώτατη πίεση του κύκλου είναι ίση είτε µε την πίεση Ph είτε µε τα δύο τρίτα της πίεσης αυτής.
Η κατώτατη πίεση του κύκλου δεν πρέπει να υπερβαίνει το 10% της ανώτατης πίεσης του κύκλου.
Ο αριθµός των κύκλων που πρέπει να επιτευχθεί και η µέγιστη συχνότητα καθορίζονται στον παρακάτω πίνακα:
H θερµοκρασία που µετράται στο εξωτερικό τοίχωµα της φιάλης δεν πρέπει να υπερβαίνει τους 50 0C κατά τη διάρκεια της δοκιµής.
Η δοκιµή αυτή θεωρείται ικανοποιητική αν η φιάλη φθάσει στον απαιτούµενο αριθµό κύκλων χωρίς να παρουσιάσει διαρροή.
3.4.1. Η πίεση του νερού µέσα στη φιάλη πρέπει να αυξάνει µε σταθερό ρυθµό µέχρι να επιτευχθεί η πίεση Rh.
3.4.2. H φιάλη παραµένει υπό πίεση Ph επί αρκετό χρονικό διάστηµα ώστε να εξακριβωθεί ότι η πίεση δεν τείνει να µειωθεί και ότι δεν υπάρχει διαρροή.
3.4.3. Μετά τη δοκιµή, η φιάλη δεν πρέπει να παρουσιάζει µόνιµη παραµόρφωση.
3.4.4. Οι φιάλες που δεν ικανοποιούν τις απαιτήσεις αυτές κατά τη δοκιµή πρέπει να απορρίπτονται.
Κατά τον έλεγχο αυτό εξακριβώνεται ότι δύο τυχαία σηµεία του µετάλλου της εξωτερικής επιφάνειας της φιάλης δεν παρουσιάζουν διαφορά σκληρότητας µεγαλύτερη από 15ΗΒ. Ο έλεγχος πρέπει να γίνεται σε δύο εγκάρσιες τοµές της φιάλης οι οποίες βρίσκονται κοντά στην κεφαλή και τη βάση της φιάλης, σε τέσσερα οµοιόµορφα κατανεµηµένα σηµεία.
Ο έλεγχος αυτός, ο οποίος διενεργείται από τον κατασκευαστή, αποσκοπεί στο να εξακριβωθεί, µε µια δοκιµή σκληρότητας ή µε οποιαδήποτε άλλη κατάλληλη µέθοδο, ότι δεν έγινε κανένα λάθος κατά την επιλογή των αρχικών µπιγιέτων και κατά τη θερµική κατεργασία.
Στη βάση της φιάλης γίνεται µεσηµβρινή τοµή και µία από τις επιφάνειες που λαµβάνονται κατ' αυτό τον τόπο λειαίνεται ώστε να εξεταστεί υπό µεγέθυνση από 5 Χ έως 10 Χ.
Η φιάλη πρέπει να θεωρείται ως ελαττωµατική αν διαπιστώνεται ύπαρξη ρωγµών. Η φιάλη θεωρείται επίσης ελαττωµατική αν οι τυχόν πόροι και εγκλείσµατα είναι αρκετά µεγάλοι ώστε να είναι επικίνδυνοι από άποψη ασφάλειας.
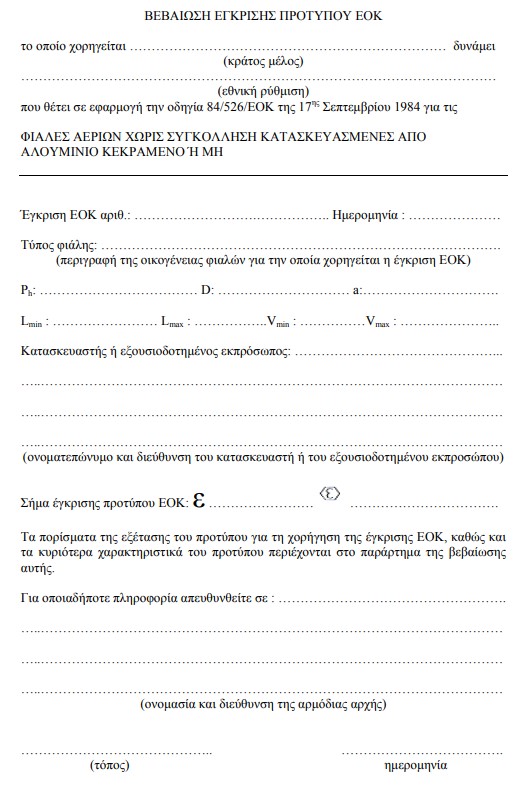
Η έγκριση προτύπου ΕΟΚ, η οποία αναφέρεται στο άρθρο 4 της οδηγίας, µπορεί να χορηγείται και σε οικογένειες φιαλών.
Ως οικογένεια φιαλών νοούνται οι φιάλες που προέρχονται από το ίδιο εργοστάσιο και που διαφέρουν µεταξύ τους µόνο κατά το µήκος, αλλά µέσα στα εξής όρια:
- το ελάχιστο ολικό µήκος πρέπει να είναι ίσιο ή µεγαλύτερο από το τριπλάσιο της εξωτερικής διαµέτρου της φιάλης.
- το µέγιστο ολικό µήκος δεν πρέπει να υπερβαίνει κατά περισσότερο από 50% το ολικό µήκος της φιάλης που υποβάλλεται στις δοκιµές.
4.1. Ο αιτών την έγκριση ΕΟΚ πρέπει να υποβάλλει, για κάθε οικογένεια φιαλών, την τεκµηρίωση που είναι απαραίτητη για τις παρακάτω διαπιστώσεις, και να θέτει στη διάθεση του κράτους µέλους µία παρτίδα 50 φιαλών ή δύο παρτίδες 25 φιαλών, σύµφωνα µε το σηµείο 2.1.5.3., από την οποία ή τις οποίες θα ληφθούν οι φιάλες που χρειάζονται για την εκτέλεση των παρακάτω δοκιµών' πρέπει επίσης να υποβάλλει οποιοδήποτε άλλο συµπληρωµατικό στοιχείο του ζητήσει το κράτος µέλος. Ο αιτών πρέπει να αναφέρει, ιδίως, τη µέθοδο θερµικής κατεργασίας, και µηχανικής κατεργασίας, τη θερµοκρασία και τη διάρκεια της κατεργασίας σύµφωνα µε το σηµείο 2.1.5. Πρέπει να υποβάλει πιστοποιητικά ανάλυσης χυτεύσεως των υλικών που χρησιµοποιήθηκαν για την κατασκευή των φιαλών.
4.2. Κατά την έγκριση προτύπου ΕΟΚ, το κράτος µέλος:
4.2.1. ελέγχει:
- αν είναι ορθοί οι υπολογισµοί που αναφέρονται στο σηµείο 2.3.
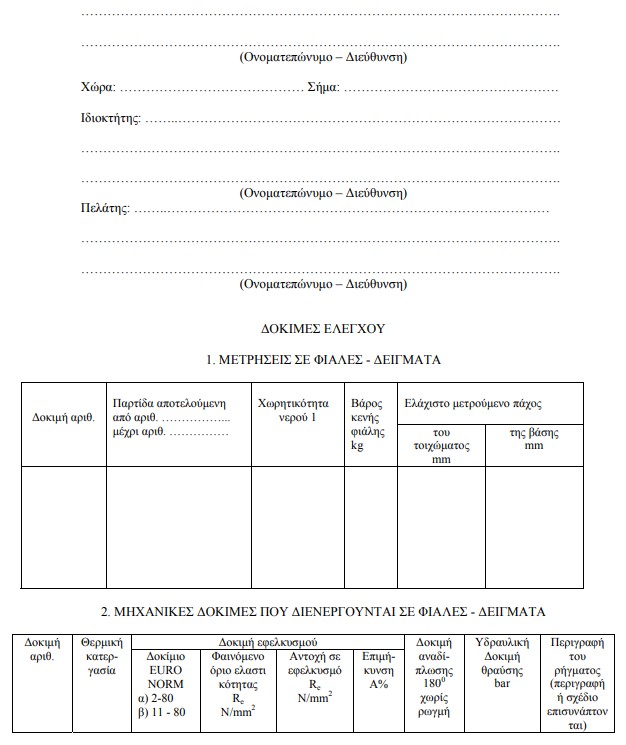
- αν το πάχος των τοιχωµάτων ανταποκρίνεται στις προδιαγραφές του σηµείου 2.3. Ο έλεγχος αυτός διενεργείται σε δύο φιάλες - δείγµατα και η µέτρηση γίνεται στο επίπεδο τριών εγκαρσίων τοµών, καθώς και σε ολόκληρη την περιφέρεια της διαµήκους διατοµής της βάσης και της κεφαλής,
- αν τηρούνται οι όροι των σηµείων 2.1 και 2.4.3.,
- αν τηρούνται, σε όλες τις φιάλες που λαµβάνει το κράτος µέλος, οι προδιαγραφές του σηµείου 2.4.2.
- µήπως, στην εσωτερική και την εξωτερική επιφάνεια των φιαλών υπάρχει κανένα ελάττωµα που µπορεί να θέσει σε κίνδυνο την ασφάλειά τους.
4.2.2. πραγµατοποιεί στις φιάλες που επιλέγει:
- τις δοκιµές αντοχής στη διάβρωση (διακρυσταλλική και υπό τάση) σε 12 δοκίµια σύµφωνα µε το παράρτηµα ΙΙ.
- τις δοκιµές που προβλέπονται στο σηµείο 3.1., σε δύο φιάλες, ωστόσο, αν το µήκος της φιάλης είναι µεγαλύτερο ή ίσο µε 1500 mm, οι δοκιµές εφελκυσµού κατά την έννοια του µήκους και οι δοκιµές αναδίπλωσης πραγµατοποιούνται σε δοκίµια που λαµβάνονται από την υψηλότερη και τη χαµηλότερη περιοχή του περιβλήµατος,
- τη δοκιµή που προβλέπεται στο σηµείο 3.2., σε δύο φιάλες,
- τη δοκιµή που προβλέπεται στο σηµείο 3.3., σε δύο φιάλες,
- τη δοκιµή που προβλέπεται στο σηµείο 3.5., σε µία φιάλη,
- τον έλεγχο που προβλέπεται στο σηµείο 3.7., σε όλες τις φιάλες - δείγµατα.
4.3. Αν τα αποτελέσµατα των ελέγχων είναι ικανοποιητικά, το κράτος µέλος χορηγεί το πιστοποιητικό έγκρισης προτύπου ΕΟΚ, σύµφωνα µε το υπόδειγµα του παραρτήµατος ΙΙΙ.
5.1. Για τον έλεγχο ΕΟΚ, ο κατασκευαστής, των φιαλών στη διάθεση του οργανισµού ελέγχου:
5.1.1. το πιστοποιητικό έγκρισης ΕΟΚ,
5.1.2. τα πιστοποιητικά ανάλυσης του δείγµατος χυτού µετάλλου από το οποίο προέρχεται κάθε φιάλη,
5.1.3. τα µέσα για την αναγνώριση της παρτίδας χυτού µετάλλου από το οποίο προέρχεται κάθε φιάλη,
5.1.4. τα έγγραφα που αναφέρονται στη θερµική και στη µηχανική κατεργασία, και αναφέρει τη µέθοδο που χρησιµοποιήθηκε σύµφωνα µε το σηµείο 2.1.5.,
5.1.5. τον κατάλογο των φιαλών, στον οποίο αναφέρονται οι αριθµοί και οι επιγραφές που προβλέπονται στο σηµείο 6.
5.2. Κατά τον έλεγχο ΕΟΚ:
5.2.1. ο οργανισµός ελέγχου:
- διαπιστώνει ότι έχει χορηγηθεί η έγκριση ΕΟΚ και ότι οι φιάλες είναι σύµφωνες προς αυτή,
- ελέγχει τα έγγραφα που περιέχουν τις πληροφορίες σχετικά µε τα υλικά, ελέγχει αν έχουν τηρηθεί οι τεχνικές προδιαγραφές του σηµείου 2 και ελέγχει, ιδίως, εξετάζοντας τη φιάλη οπτικά εξωτερικά και, αν είναι δυνατόν, εσωτερικά, αν η κατασκευή, καθώς και οι έλεγχοι που έχει διενεργήσει ο κατασκευαστής σύµφωνα µε το σηµείο 2.4.1., είναι ικανοποιητικοί η οπτική αυτή εξέταση αυτή πρέπει να γίνεται στο 10% τουλάχιστον των κατασκευαζοµένων φιαλών,
- διενεργεί τις δοκιµές αντοχής στη διακρυσταλλική διάβρωση σε 3 δοκίµια (ένα από την κεφαλή, ένα από το σώµα και ένα από τον πυθµένα) σύµφωνα µε το σηµείο 1 του παραρτήµατος ΙΙ, όσον αφορά τα κράµατα που αναφέρονται στο σηµείο 2.1.2.στοιχείο γ) του παρόντος παραρτήµατος,
- διενεργεί τις δοκιµές που προβλέπονται στα σηµεία 3.1. και 3.2.,
- ελέγχει την ακρίβεια των στοιχείων που παρέχει ο κατασκευαστής στον κατάλογο που προβλέπεται στο σηµείο 5.1.5. Αυτός ο έλεγχος γίνεται δειγµατοληπτικά,
- αξιολογεί τα αποτελέσµατα των ελέγχων οµοιογένειας της παρτίδας που έχει πραγµατοποιήσει ο κατασκευαστής σύµφωνα µε το σηµείο 3.6.
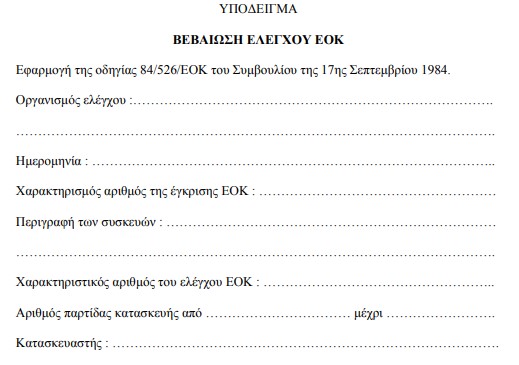
Αν τα αποτελέσµατα των ελέγχων είναι ικανοποιητικά, ο οργανισµός ελέγχου χορηγεί το πιστοποιητικό ελέγχου ΕΟΚ, παράδειγµα του οποίου υπάρχει στο παράρτηµα IV.
5.2.2. Για τη διενέργεια των δύο τύπων δοκιµών που προβλέπονται στα σηµεία 3.1. και 3.2., λαµβάνονται τυχαία δύο φιάλες από κάθε παρτίδα 202 φιαλών ή τµήµα τέτοιας παρτίδας που προέρχονται από την ίδια χύτευση και έχουν υποστεί την προβλεπόµενη θερµική κατεργασία από πανοµοιότυπες συνθήκες.
Η µία φιάλη υποβάλλεται στις δοκιµές που προβλέπονται στο σηµείο 3.1 (µηχανικές δοκιµές) και η άλλη στη δοκιµή που προβλέπεται στο σηµείο 3.2. (δοκιµή θραύσης). Αν αποδειχθεί ότι µια δοκιµή έγινε κατά εσφαλµένο τρόπο ή ότι έγινε λάθος κατά τη µέτρηση, η δοκιµή πρέπει να επαναληφθεί.
Αν µια ή περισσότερες δοκιµές δεν είναι ικανοποιητικές, έστω και µερικά ο κατασκευαστής πρέπει να αναζητήσει την αιτία υπό τον έλεγχο του οργανισµού ελέγχου.
5.2.2.1. Αν η αποτυχία δεν οφείλεται στην θερµική κατεργασία, η παρτίδα απορρίπτεται.
5.2.2.2. Αν η αποτυχία οφείλεται στην θερµική κατεργασία, ο κατασκευαστής µπορεί να υποβάλλει όλες τις φιάλες της παρτίδας σε νέα θερµική κατεργασία αλλά µόνο µία φορά.
Μετά από αυτή την νέα κατεργασία:
- ο κατασκευαστής διενεργεί τον έλεγχο που προβλέπεται στο σηµείο 3.6,
- ο οργανισµός ελέγχου διενεργεί όλες τις δοκιµές που προβλέπονται στο σηµείο 5.2.2.
Τα αποτελέσµατα των δοκιµών που διενεργούνται µετά από τη νέα αυτή θερµική κατεργασία πρέπει να ικανοποιούν τις προδιαγραφές της οδηγίας.
5.2.3. Η επιλογή των δειγµάτων και όλες οι δοκιµές πραγµατοποιούνται παρουσία και υπό την επίβλεψη εκπροσώπου του οργανισµού ελέγχου. Για τον έλεγχο όµως που προβλέπεται στην τέταρτη περίπτωση του σηµείου 5.2.1., ο εγκεκριµένος οργανισµός αρκεί να παρίσταται κατά την επιλογή των δειγµάτων και την εξέταση των αποτελεσµάτων.
5.2.4. Μετά την εκτέλεση όλων των προβλεπόµενων δοκιµών, όλες οι φιάλες της παρτίδας υποβάλλονται στην υδραυλική δοκιµή που προβλέπεται στο σηµείο 3.4 παρουσία και υπό την επίβλεψη εκπροσώπου του οργανισµού ελέγχου.
5.3. ΑΠΑΛΛΑΓΗ ΑΠΌ ΤΟΝ ΕΛΕΓΧΟ ΕΟΚ
Για τις φιάλες οι οποίες εµπίπτουν στις διατάξεις του άρθρου 4 της παρούσας οδηγίας, και σύµφωνα µε το άρθρο 15 στοιχείο α) της οδηγίας 76/767/ΕΟΚ, όλες οι εργασίες δοκιµής και ελέγχου, που προβλέπονται στο σηµείο 5.2., πραγµατοποιούνται από τον κατασκευαστή υπ' ευθύνη του.
Ο κατασκευαστής θέτει στην διάθεση του οργανισµού ελέγχου όλα τα έγγραφα που αναφέρονται στην έγκριση ΕΟΚ και τα πρακτικά δοκιµής και ελέγχου.
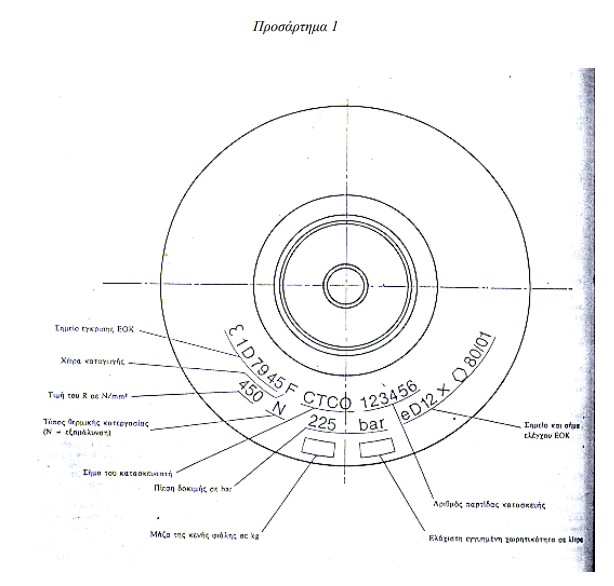
Τα σήµατα και οι επιγραφές που προβλέπονται στο σηµείο τούτο πρέπει να επιτίθενται στην κεφαλή της φιάλης.
Στις φιάλες των οποίων η χωρητικότητα είναι µικρότερη ή ίση µε 15 λίτρα, τα σήµατα και οι επιγραφές αυτές µπορούν να τίθενται είτε στην κεφαλή, είτε σε ένα άλλο αρκετά ενισχυµένο µέρος της φιάλης.
Για τις φιάλες µε διάµετρο κάτω των 75mm, τα σήµατα πρέπει να έχουν ύψος 3mm.
Κατά παρέκκλιση του σηµείου 3 του παραρτήµατος Ι της οδηγίας 76/767/ΕΟΚ, ο κατασκευαστής επιθέτει τα στοιχεία του σήµατος έγκρισης προτύπου ΕΟΚ µε την ακόλουθη σειρά:
- για τις φιάλες που εµπίπτουν στις διατάξεις του άρθρου 4 της παρούσας οδηγίας :
- το σχηµατοποιηµένο γράµµα ∈.
- τον αριθµό 2 ο οποίος χαρακτηρίζει την παρούσα οδηγία,
- το ή τα κεφαλαία γράµµατα που χαρακτηρίζουν το κράτος µέλος που χορήγησε την έγκριση ΕΟΚ και τα δύο τελευταία ψηφία του έτους κατά το οποίο χορηγήθηκε η έγκριση.
- τον χαρακτηριστικό αριθµό της έγκρισης ΕΟΚ (π.χ. ∈D 79 45),
- για τις φιάλες που υπόκεινται απλώς και µόνο σε έγκριση ΕΟΚ:
- το σχηµατοποιηµένο γράµµα ∈µέσα σε ένα εξάγωνο,
- τον αριθµό 2 που χαρακτηρίζει την παρούσα οδηγία,
- το ή τα κεφαλαία γράµµατα που χαρακτηρίζουν το κράτος µέλος που χορήγησε την έγκριση ΕΟΚ και τα δύο τελευταία ψηφία του έτους κατά το οποίο χορηγήθηκε η έγκριση.
- τον χαρακτηριστικό αριθµό της έγκρισης ΕΟΚ (π.χ. ∈D 79 54),
Κατά παρέκκλιση του σηµείου 3 του παραρτήµατος ΙΙ της οδηγίας 76/767/ΕΟΚ, ο οργανισµός ελέγχου επιθέτει τα στοιχεία του σήµατος ελέγχου ΕΟΚ µε την ακόλουθη σειρά:
- το πεζό γράµµα "e",
- το ή τα κεφαλαία γράµµατα που χαρακτηρίζουν το κράτος µέλος όπου έγινε ο έλεγχος τα γράµµατα αυτά συνοδεύονται, αν χρειάζεται, από ένα ή δύο ψηφία που χαρακτηρίζουν µια εδαφική υποδιαίρεση,
- το σήµα του οργανισµού ελέγχου το οποίο αναγράφει ο ελεγκτής καθώς και, ενδεχόµενα, το σήµα του ελεγκτή
- ένα εξάγωνο,
- τη χρονολογία του ελέγχου: το έτος, µήνας (π.χ. e D 12 48 80/01)
6.2. ΕΠΙΓΡΑΦΕΣ ΣΧΕΤΙΚΑ ΜΕ ΤΗΝ ΚΑΤΑΣΚΕΥΗ:
6.1.1. όσον αφορά το µέταλλο:
- έναν αριθµό που υποδηλώνει την τιµή του R σε Ν/mm2 στην οποία βασίζεται ο υπολογισµός,
6.1.2. όσον αφορά την υδραυλική δοκιµή την τιµή της πίεσης υδραυλικής δοκιµής σε bar συνοδευόµενη από το σύµβολο "bar",
6.1.3. όσον αφορά τον τύπο της φιάλης.
το βάρος της φιάλης, σε χιλιόγραµµα, στην οποία περιλαµβάνεται το βάρος όλων των µερών που αποτελούν αναπόσπαστο τµήµα της φιάλης, εκτός από τη στρόφιγγα και τη βαλβίδα και την ελάχιστη χωρητικότητα της φιάλης, σε λίτρα, την ποία εγγυάται ο κατασκευαστής της φιάλης.
οι τιµές του βάρους και της χωρητικότητας πρέπει να αναγράφονται µε προσέγγιση πρώτου δεκαδικού ψηφίου. Αυτή η τιµή στρογγυλεύεται προς τα κάτω για τη χωρητικότητα και προς τα πάνω για το βάρος.
6.1.4. όσον αφορά την καταγωγή
Το ή τα κεφαλαία γράµµατα που χαρακτηρίζουν τη χώρα καταγωγής, συνοδευόµενα από το σήµα του κατασκευαστή και τον αριθµό κατασκευής.
6.2. Στο προσάρτηµα Ι παρατίθεται υποδειγµατικά σχεδιάγραµµα των σηµάτων και αναγραφών.
1. ∆ΟΚΙΜΗ ΓΙΑ ΤΗΝ ΕΚΤΙΜΗΣΗ ΤΗΣ ΕΥΠΑΘΕΙΑΣ ΣΤΗ ∆ΙΑΚΡΥΣΤΑΛΛΙΚΗ ∆ΙΑΒΑΡΩΣΗ
Η µέθοδος που περιγράφεται στα επόµενα έγκειται στον εµβαπτισµό, µέσα σ' ένα από δύο διαφορετικά διαβρωτικά διαλύµατα,, των δειγµάτων που λαµβάνονται από την υπό δοκιµή φιάλη (αφού τελειώσει η κατασκευή της) και στην εξέτασή τους µετά από ένα ορισµένο διάστηµα προσβολής, ώστε να διαπιστωθεί η ενδεχόµενη ύπαρξη διακρυσταλλικής διάβρωσης και να προσδιοριστεί η φύση και σοβαρότητά της. Η διάδοση τη διακρυσταλλικής διάβρωσης προσδιορίζεται µε µεταλλογραφική εξέταση στιλβωµένων τοµών εγκάρσιων ως προς την προσβαλλόµενη επιφάνεια.
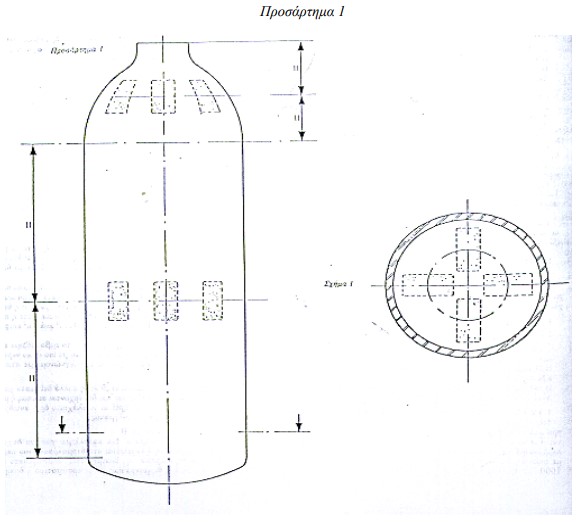
1.1. ∆ΕΙΓΜΑΤΟΛΗΨΙΑ
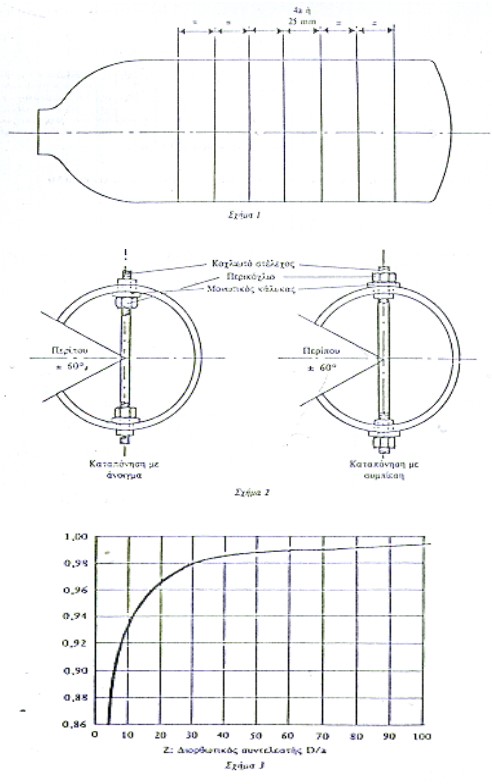
Τα δείγµατα λαµβάνονται και από την κεφαλή και από το σώµα και από τον πυθµένα της φιάλης (σχ. 1), ούτως ώστε να µπορούν να διεξαχθούν οι δοκιµές προσβολής από το διάλυµα Α (που ορίζεται στο σηµείο 1.3.2.1.) ή από το διάλυµα Β (που ορίζεται στο σηµείο 1.3.2.2.) στο µέταλλο και των τριών αυτών µερών της φιάλης.
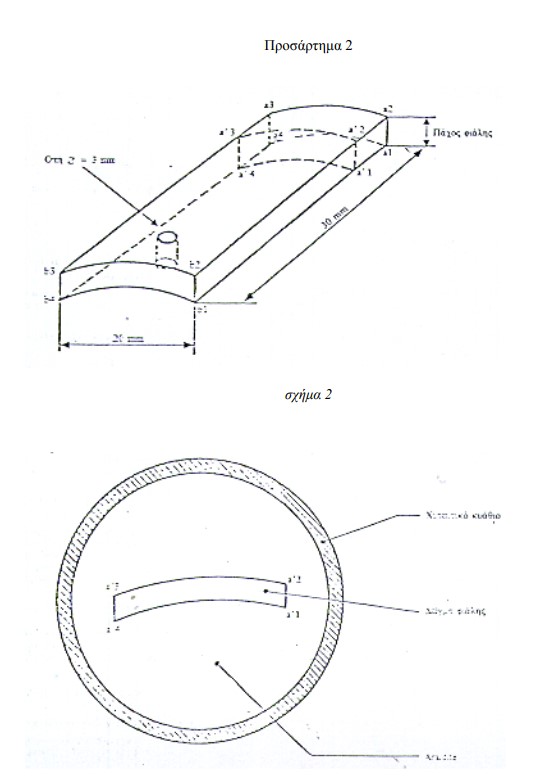
Κάθε δείγµα πρέπει να έχει τη γενική µορφή και τις διαστάσεις που εµφαίνονται στο σχήµα 2.
Οι όψεις a1 a2 a3 a4, b1 b2 b3 b4, a1 a2 b2 b1, a4 a3 b3 b4 πριονίζονται όλες µε τη βοήθεια πριονοκορδέλας και λειαίνονται επιµελώς µε λεπτή λίµα. Οι όψεις a1 a4 b4 b1 και a2 a3 b3 b2, που αντιστοιχούν η πρώτη στο εσωτερικό και η δεύτερη στο εξωτερικό τοίχωµα της φιάλης, αφήνονται όπως της έχει παραδώσει ο κατασκευαστής.
1.2. ΠΡΟΕΤΟΙΜΑΣΙΑ ΤΗΣ ΕΠΙΦΑΝΕΙΑΣ ΠΡΙΝ ΑΠΟ ΤΗΝ ΕΚΘΕΣΗ ΣΤΟ ∆ΙΑΒΡΩΤΙΚΟ ΜΕΣΟ.
1.2.1. Αναγκαία αντιδραστήρια:
ΗΝΟ3 Αναλύσεων πυκνότητας 1,33.
ΗΦ: αναλύσεων, πυκνότητας 1,14 (40%).
Απιονισµένο νερό.
1.2.2. ∆ιεξαγωγή της προετοιµασίας
Σ' ένα ποτήρι ζέσεως παρασκευάζοµε το εξής διάλυµα:
ΗΝΟ3: 63cm3,
HF: 6cm3,
H2O: 929 cm3, το οποίο και θερµαίνοµε µέχρι θερµοκρασία 95 0 C.
Εµβαπτίζοµε κάθε δείγµα, κρεµασµένο από σύρµα αλουµινίου, στο διάλυµα αυτό επί 1 λεπτό της ώρας.
Έπειτα το πλένοµε µε τρεχούµενο νερό και µετά µε απιοντισµένο νερό.
Εµβαπτίζουµε το δείγµα στο νιτρικό οξύ που ορίζεται στο σηµείο 1.2.1. σε θερµοκρασία περιβάλλοντος επί ένα λεπτό, ώστε να αφαιρεθεί οποιαδήποτε απόθεση χαλκού έχει σχηµατιστεί.
Το ξεπλένοµε µε απιοντισµένο νερό.
Για να αποφευχθεί κάθε ενδεχόµενο οξείδωσης των δειγµάτων, πρέπει να εµβαπτιστούν στο διαβρωτικό λουτρό για το οποίο προορίζονται (βλ. σηµείο 1.3.1.) αµέσως µετά την προετοιµασία.
1.3. ∆ΙΕΞΑΓΩΓΗ ΤΗΣ ∆ΟΚΙΜΗΣ
1.3.1. Προβλέπεται η χρησιµοποίηση ενός από τα εξής δύο διαβρωτικά διαλύµατα, κατ' εκλογή του οργανισµού ελέγχου: είτε 57g/1 χλωριούχου νατρίου και 3g/1 οξυγονούχου ύδατος (διάλυµα Α) είτε 30g/1 χλωριούχου νατρίου και 5g/1 υδροχλωρικού οξέος (διάλυµα Β).
1.3.2. Παρασκευή των διαβρωτικών διαλυµάτων
1.3.2.1. ∆ιάλυµα Α
1.3.2.1.1. Αναγκαία αντιδραστήρια
NaCl αναλύσεων, κρυσταλλικό
H2O2 100 έως 110 όγκων - ιατρικής χρήσεως.
KMnO4 αναλύσεων
H2SO2 αναλύσεων, πυκνότητας 1,83
Απιοντισµένο νερό.
1.3.2.1.2. Τιτλοδότηση του οξυγονούχου ύδατος.
∆εδοµένου ότι το υπεροξείδιο του υδρογόνου είναι ασταθές, πρέπει πριν από κάθε χρήση να εξακριβώνεται ο τίτλος του οξυγονούχου ύδατος. Για το σκοπό αυτό :
Λαµβάνουµε 10cm3 οξυγονούχου ύδατος µε προχοΐδα, το αραιώνουµε µε απιοντισµένο νερό µέσα σε ογκοµετρική φιάλη ώστε να ληφθούν 1000cm3 διαλύµατος οξυγονούχου ύδατος (διάλυµα Γ).
Θέτοµε µε τη βοήθεια προχοΐδας µέσα σε φιάλη Erlenmeyer:
- 10cm3 του διαλύµατος Γ οξυγονούχου ύδατος.
- 2cm3 περίπου θειϊκού οξέος εδικού βάρους 1,83.
Τιτλοδοτούµε µε τη βοήθεια διαλύµατος υπερµαγγανικού καλίου περιεκτικότητας 1,859 g/1 το οποίο και χρησιµεύει και ως δείκτης.
1.3.2.1.3. Εξήγηση της δοσιµετρίας
Η αντίδραση του υπερµαγγανικού καλίου µε το υπεροξείδιο του υδρογόνου παρουσία θειικού οξέος έχει ως εξής:
2 KMnO4 + 5 H2O2 + 3 H2SO4 + 2 MnSO4 + 8 H2O + 5 O2 από την οποία συνάγεται η ισοδυναµία 316 g KMnO4 g = 3170 g H2O2 1g καθαρού υπεροξειδίου του υδρογόνου αντιδρά συνεπώς µε 1.859 g υπερµαγγανικού καλίου: διάλυµα λοιπόν υπερµαγγανικού καλίου περιεκτικότητας 1,859 g/1 εξουδετερώνει ίσο όγκο οξυγονούχου ύδατος περιεκτικότητας 1g/1.
Επειδή το οξυγονούχο ύδωρ έχει προηγουµένως αραιωθεί στο εκατονταπλάσιο, τα 10 cm3 του αρχικού οξυγονούχου ύδατος.
Πολλαπλασιάζοντας επί 10 τον αριθµό των κυβικών εκατοστοµέτρων του διαλύµατος υπερµαγγανικού καλίου που χρησιµοποιήθηκε για την τιτλοδότηση, έχοµε τον τίτλο Τ σε g/1 του αρχικού οξυγονούχου ύδατος.
1.3.2.1.4. Παρασκευή του διαλύµατος
Μέθοδος παρασκευής 10 λίτρων:
∆ιαλύοµε 570g χλωριούχου νατρίου σε 9 περίπου λίτρα απιοντισµένου νερού.
Προσθέτουµε την ποσότητα οξυγονούχου ύδατος που υπολογίζεται στο επόµενο εδάφιο.
Αναδεύοµε και συµπληρώνοµε προσθέτοντας απιοντισµένο νερό ώστε ο συνολικός όγκος να ανέλθει σε 10 λίτρα.
Υπολογισµός της προσθετέας ποσότητας οξυγονούχου ύδατος.
Απαιτούµενη ποσότητα καθαρού υπεροξειδίου του υδρογόνου: 30 g. Αν το οξυγονούχο ύδωρ περιέχει Τ γραµµάρια Η2Ο2 ανά λίτρο, ο αναγκαίος όγκος (σε κυβικά εκατοστόµετρα) είναι:
1.3.2.2. ∆ιάλυµα Β
1.3.2.2.1. Αναγκαία αντιδραστήρια :
NaCl αναλύσεων, κρυσταλλικό
HCL καθαρό πυκνό (37% ΗCL)
Απιοντισµένο νερό .
1.3.2.2.2. Συνθήκες προσβολής
1.3.3.1. Προσβολή στο διάλυµα Α
Τοποθετούµε το διαβρωτικό διάλυµα σε κρυσταλλωτήριο (ή σε µεγάλο ποτήρι ζέσεως) και τούτο µέσα σε υδατόλουτρο, όπου η ανάδευση γίνεται µε µαγνητικό αναδευτήρα και η θερµοκρασία ρυθµίζεται µε θερµόµετρο επαφής.
Το δείγµα είτε αναρτάται από σύρµα αλουµινίου στο διαβρωτικό διάλυµα, είτε κατά προτίµηση τοποθετείται στο διάλυµα κατά τρόπο ώστε να ακουµπά µόνο µε τις γωνίες. Η προσβολή διαρκεί 6 ώρες και η θερµοκρασία διατηρείται σε 30 ± 10 C. Λαµβάνεται πρόνοια ώστε η ποσότητα του ανιδραστηρίου να είναι τουλάχιστον 10cm3 ανά cm2 επιφάνειας του δείγµατος.
Μετά την έκθεση, ξεπλένοµε το δείγµα µε νερό, το εµβαπτίζουµε επί 30 δευτερόλεπτα περίπου σε νιτρικό οξύ αραιωµένο µε ίσο όγκο νερού, το ξεπλένουµε για δεύτερη φορά µε νερό και το στεγνώνουµε µε πεπιεσµένο αέρα.
1.3.3.2. Επιτρέπεται να υφίστανται τη δοκιµή πολλά δείγµατα µαζί εφόσον ανήκουν στον ίδιο τύπο κράµατος και δεν έρχονται σε επαφή µεταξύ τους. Εννοείται ότι πρέπει να τηρείται το ελάχιστο όριο αντιδραστηρίου ανά εκτεθειµένη επιφάνεια δείγµατος.
1.3.3.3. Προσβολή στο διάλυµα Β
Χύνοµε το διαβρωτικό διάλυµα σ' ένα κατάλληλο γυάλινο δοχείο (π.χ. ποτήρι ζέσεως). Η δοκιµή εκτελείται στη θερµοκρασία του περιβάλλοντος. Αν κατά τη διάρκεια της δοκιµής είναι αναπόφευκτο να υπάρξουν διακυµάνσεις τη θερµοκρασίας, είναι προτιµότερο η δοκιµή να διεξαχθεί σε υδατόλουτρο, του οποίου η θερµοκρασία διατηρείται στους 230 C µε τη βοήθεια θερµοστάτη. Η έκθεση διαρκεί 72 ώρες.
Στερεώνουµε τα δείγµατα στο διαβρωτικό διάλυµα όπως ορίζεται στο σηµείο 2.3.1. Μετά την έκθεση, ξεπλένουµε επιµελέστατα τα δείγµατα µε απιοντισµένο νερό και τα στεγνώνουµε µε πεπιεσµένο αέρα που να η περιέχει λιπαρές ουσίες. Λαµβάνουµε πάντοτε πρόνοια ώστε ο λόγος της ποσότητας του διαλύµατος σε cm2 να είναι 10:1 (βλ. σηµείο 2.3.1.).
1.4. ΠΡΟΠΑΡΑΣΚΕΥΗ ΤΩΝ ∆ΕΙΓΜΑΤΩΝ ΓΙΑ ΤΗΝ ΕΞΕΤΑΣΗ
1.4.1. Αναγκαία υλικά.
Χυτευτικά κυάθια µε τις εξής, π.χ. διαστάσεις:
- εξωτερική διάµετρος: 40 mm,
- ύψος: 27mm,
- πάχος τοιχωµάτων: 2,5 mm,
Araldite DCY 230
Σκληρυντής ΗΥ 951 V ή ισοδύναµα προϊόντα
1.4.2. Μέθοδος
Τοποθετούµε κάθε δείγµα µέσα στο χυτευτικό κυάθιο κατακόρυφα, ούτως ώστε ν' ακουµπά µε την όψη al a2 a3 a4. Χύνοµε γύρω του µείγµα 9 µερών araldite DCY 230 και 1 µέρους σκληρυντική ΗΥ 951.
Το αφήνουµε να στεγνώσει επί 24 περίπου ώρες.
Αφαιρούµε κατά προτίµηση µε τόρνο, µια ποσότητα υλικού από την όψη a1 a2 a3 a4, κατά τρόπο ώστε η τοµή a1 a2 a3 a4 που εξετάζεται στο µικροσκόπιο να µην παρουσιάζει διάβρωση προερχόµενη από την επιφάνεια a1 a2 a3 a4. Η απόσταση µεταξύ των όψεων a1 a2 a3 a4 και a1 a2 a3 a4, το πάχος δηλαδή του στρώµατος που αφαιρέθηκε µε τον τόρνο, πρέπει να είναι τουλάχιστον 2 χιλιοστόµετρα (σχ. 2 και 3).
Η προς εξέταση τοµή λειαίνεται µηχανικά µε αλουµίνα πρώτα σε χαρτί και µετά σε τσόχα.
1.5. ΜΙΚΡΟΣΚΟΠΙΚΗ ΕΞΕΤΑΣΗ ΤΩΝ ∆ΕΙΓΜΑΤΩΝ
Η εξέταση έγκειται στη διαπίστωση του βαθµού της διακρυσταλλικής διάβρωσης στο µέρος εκείνο της περιµέτρου της τοµής, ή εξέταση του οποίου προβλέπεται στο σηµείο 1.6. Κατά την εξέταση αυτή λαµβάνονται υπόψη οι ιδιότητες του µετάλλου και στην εξωτερική και στην εσωτερική επιφάνεια της φιάλης, καθώς και στο πάχος της.
Η τοµή εξετάζεται πρώτα υπό µικρή µεγέθυνση (π.χ. 40 Χ) ώστε να εντοπιστούν οι πιο διαβρωµένες περιοχές και κατόπιν µε αρκετή µεγέθυνση κατά κανόνα 300 Χ περίπου, ώστε να εκτιµηθεί η φύση και η έκταση της διάβρωσης.
1.6. ΕΡΜΗΝΕΙΑ ΤΩΝ ΠΟΡΙΣΜΑΤΩΝ ΤΗΣ ΜΙΚΡΟΣΚΟΠΙΚΗΣ ΕΞΕΤΑΣΗΣ
Ελέγχουµε ότι η διακοκκική διάβρωση είναι επιπόλαιη :
1. για µεν τα κράµατα µε ισαξονική κρυστάλλωση, σε ολόκληρη την περίµετρο της τοµής το βάθος της διάβρωσης δεν πρέπει να υπερβαίνει τη µεγαλύτερη από τις εξής δύο τιµές:
- τρεις κόκκους κάθετα προς την εξεταζόµενη όψη,
- 0,2mm
είναι όµως ανεκτή η κατά τόπους υπέρβαση αυτών των τιµών, εφόσον δεν παρατηρείται σε περισσότερα από τέσσερα πεδία εξέτασης υπό µεγέθυνση 300 Χ.
2. για δε τα κράµατα των οποίων η κρυσταλλική δοµή έχει προσανατολιστεί µε ψυχρή εξέλαση, το βάθος της διάβρωσης στην κάθε όψη της εσωτερική και εξωτερικής επιφάνειας της φιάλης δεν πρέπει να υπερβαίνει τα 0,1mm.
 2. ∆ΟΚΙΜΕΣ ΓΙΑ ΤΗΝ ΕΚΤΙΜΗΣΗ ΤΗΣ ΕΥΠΑΘΕΙΑΣ ΣΤΗ ∆ΙΑΒΡΩΣΗ ΥΠΟ ΤΑΞΗ
2. ∆ΟΚΙΜΕΣ ΓΙΑ ΤΗΝ ΕΚΤΙΜΗΣΗ ΤΗΣ ΕΥΠΑΘΕΙΑΣ ΣΤΗ ∆ΙΑΒΡΩΣΗ ΥΠΟ ΤΑΞΗ
Η µέθοδος που περιγράφεται στα επόµενα έγκειται στην υποβολή δακτυλίων από το κυλινδρικό τµήµα της φιάλης σε τάση και στην καταβύθισή τους σε τεχνητό θαλασσινό νερό επί ένα ορισµένο χρονικό διάστηµα, µετά το οποίο ανασύρονται από το νερό και εκτίθενται στον ατµοσφαιρικό αέρα επί µεγαλύτερο χρονικό διάστηµα ο κύκλος επαναλαµβάνεται επί 30 ηµέρες. Αν µετά τις 30 αυτές ηµέρες, οι δακτύλιοι παραµένουν απρόσβλητοι, το κράµα µπορεί να θεωρείται κατάλληλο για την κατασκευή φιαλών αερίου.
2.1. ∆ΕΙΓΜΑΤΟΛΗΨΙΑ
Από το κυλινδρικό µέρος της φιάλης κόβονται έξι δακτύλιοι (βλ. σχ. 17) πλάτους 4a ή 25mm (ότι είναι µεγαλύτερο). Τα δείγµατα πρέπει να παρουσιάζουν απότµηση 600 και να θέτουν υπό τάση µε τη βοήθεια κοχλωτού στελέχους και δύο παξιµαδιών (βλ. σχ. 2).
Ούτε η εσωτερική ούτε η εξωτερική όψη των δειγµάτων δεν υφίσταται µηχανουργική επεξεργασία.
2.2. ΠΡΟΕΤΟΙΜΑΣΙΑ ΤΗΣ ΕΠΙΦΑΝΕΙΑΣ ΠΡΙΝ ΑΠΟ ΤΗ ∆ΟΚΙΜΗ ΤΗΣ ∆ΙΑΒΡΩΣΗΣ
Κάθε ίχνος λίπους, λαδιού ή κόλλας από τη διάταξη µε την οποία τίθεται υπό τάση ο δακτύλιος (βλ. 2.3.2.4.) πρέπει να αφαιρείται µε κατάλληλο διαλυτικό µέσο.
2.3. ∆ΙΕΞΑΓΩΓΗ ΤΗΣ ∆ΟΚΙΜΗΣ
2.3.1. Παρασκευή του διαβρωτικού διαλύµατος.
2.3.1.1. Το τεχνητό θαλασσινό νερό παρασκευάζεται διαλύοντας 3,5 ± 0,1 µέρη βάρους χλωριούχο νάτριο σε 96,5 µέρη βάρους νερό.
2.3.1.2. Το pH του διαλύµατος µετά την παρασκευή του, πρέπει να βρίσκεται µεταξύ 6,4 και 7,2.
2.3.1.3. Για τη διόρθωση του ρΗ επιτρέπεται να χρησιµοποιείται µόνο αραιό υδροχλωρικό οξύ ή αραιή καυστική σόδα.
2.3.1.4. Το διάλυµα πρέπει να συµπληρώνεται µε προσθήκη όχι αλατόνερου, παρά αποκλειστικά και µόνο απεσταγµένου νερού, µέχρι τη στάθµη που είχε αρχικά στο δοχείο. Η προσθήκη αυτή, αν χρειάζεται, µπορεί να γίνεται κάθε µέρα.
2.3.1.5. Το διάλυµα θα ανανεώνεται εξ ολοκλήρου κάθε βδοµάδα.
2.3.2. Θέση των δακτυλίων υπό τάση.
2.3.2.1. Τρεις δακτύλιοι συµπιέζονται, ώστε να είναι υπό τάση η εξωτερική επιφάνεια.
2.3.2.2. τρεις δακτύλιοι ανοίγονται, ώστε να είναι υπό τάση η εξωτερική επιφάνεια
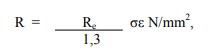
2.3.2.3. Η τιµή της τάσης είναι η ανώτατη επιτρεπόµενη τάση που χρησιµοποιείται στον παρακάτω υπολογισµό του πάχους των τοιχωµάτων:
![]()
όπου Re είναι η εγγυηµένη ελάχιστη τιµή ορίου ελαστικότητας (0,2%) σε Ν/mm2.
2.3.2.4. Η πραγµατική τάση µπορεί να µετριέται µε ηλεκτρικά µη κυνσιόµετρα.
2.3.2.5. Η τάση µπορεί να υπολογίζεται σύµφωνα µε τον εξής τύπο:
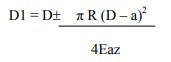
όπου
D1 = η διάµετρος του ανοιγµένου ή συµπιεσµένου δακτυλίου.
D = η εξωτερική διάµετρος της φιάλης σε mm,
a = το πάχος του τοιχώµατος της φιάλης σε mm,
Ε = το µέτρο ελαστικότητας σε N/mm2 = 70.000 N/mm2.
z = ο διορθωτικός συντελεστής (βλ. σχ. 3)
2.3.2.6. Οι κοχλίες και τα εξαρτήµατά τους πρέπει να οπωσδήποτε να είναι ηλεκτρικός µονωµένα από τους δακτυλίους ή να είναι προφυλαγµένα από κάθε έκθεση στο διάλυµα.
2.3.2.7. Οι έξι δακτύλιοι εµβαπτίζονται εξ ολοκλήρου στο αλατούχο διάλυµα επί 10 λεπτά.
2.3.2.8. Εν συνεχεία ανασύρονται από το διάλυµα και εκτίθενται στον ατµοσφαιρικό αέρα επί 50 λεπτά.
2.3.2.9. Ο κύκλος επαναλαµβάνεται επί 30 ηµέρες, εκτός αν στο διάστηµα αυτό σπάσει ο δακτύλιος.
2.3.2.10. Τα δείγµατα εξετάζονται µε το µάτι για την ανίχνευση τυχόν ρωγµών.
2.4. ΕΡΜΗΝΕΙΑ ΤΩΝ ΑΠΟΤΕΛΕΣΜΑΤΩΝ
Το κράµα κρίνεται κατάλληλο για την κατασκευή φιαλών αερίου αν κανένας από τους υπό τάση δακτυλίους δεν παρουσιάζει ρωγµές ορατές µε γυµνό µάτι ή υπό µικρή µεγέθυνση (10 έως 30) στο τέλος των 30 ηµερών της δοκιµής.
2.5. ΕΝ∆ΕΧΟΜΕΝΗ ΜΕΤΑΛΛΟΓΡΑΦΙΚΗ ΕΞΕΤΑΣΗ
2.5.1. Εφόσον υφίσταται αµφιβολία ως προς την ύπαρξη ρωγµών (εάν π.χ. παρατηρούνται σηµεία φθοράς σε ευθεία γραµµή) η αβεβαιότητα µπορεί να αρθεί µε πρόσθετη µεταλλογραφική εξέταση τοµής κατά επίπεδο κάθετο προς τον άξονα του δακτυλίου στην ύποπτη περιοχή.
Συγκρίνεται τότε το είδος (διακρυσταλλική ή υπερκρυσταλλική) και το βάρος της διάβρωσης στην τεταµένη και στην πεπιεσµένη επιφάνεια του δακτυλίου.
2.5.2. Το κράµα κρίνεται κατάλληλο αν η διάβρωση είναι παρόµοια και στις δύο όψεις:
Αντιθέτως, αν η τεταµένη όψη του δακτυλίου παρουσιάζει διακρυσταλλικές ρωγµές σαφώς βαθύτερες από τη διάβρωση της πεπιεσµένης όψης, ο δακτύλιος, θεωρείται ότι δεν πέρασε επιτυχώς τη δοκιµασία.
2.6. ΕΚΘΕΣΕΙΣ
2.6.1. Πρέπει να σηµειώνεται η ονοµασία ή και ο αριθµός προτύπου του κράµατος.
2.6.2. Πρέπει να αναφέρονται τα όρια της σύστασης του κράµατος.
2.6.3. Πρέπει να αναφέρεται η πραγµατική ανάλυση της χυτευτικής παρτίδας από την οποία έχουν κατασκευαστεί οι φιάλες.
2.6.4. Πρέπει να αναφέρονται οι πραγµατικές µηχανικές ιδιότητες του κράµατος, καθώς και οι ελάχιστες απαιτούµενες µηχανικές ιδιότητες.
2.6.5. Πρέπει να σηµειώνονται τα αποτελέσµατα της δοκιµής.
 ΤΕΧΝΙΚΟ ΠΑΡΑΡΤΗΜΑ ΤΗΣ ΒΕΒΑΙΩΣΗΣ ΕΓΚΡΙΣΗΣ ΕΟΚ
ΤΕΧΝΙΚΟ ΠΑΡΑΡΤΗΜΑ ΤΗΣ ΒΕΒΑΙΩΣΗΣ ΕΓΚΡΙΣΗΣ ΕΟΚ
1. Πορίσµατα της εξέτασης προτύπου ΕΟΚ για τη χορήγηση της έγκρισης ΕΟΚ.
2. Ενδείξεις των κυριότερων χαρακτηριστικών του προτύπου, και ιδίως:
- διαµήκης τοµή του τύπου φιάλης για τον οποίο χορηγείται η έγκριση, στην οποία αναφέρονται:
- η ονοµαστική εξωτερική διάµετρος D, και οι κατασκευαστικές ανοχές που πρόβλεπε ο κατασκευαστής.
- το ελάχιστο πάχος του κυλινδρικού τοιχώµατος a,
- το ελάχιστο πάχος του πυθµένα και το ελάχιστο πάχος της κεφαλής, καθώς και οι κατασκευαστικές ανοχές που προβλέπει ο κατασκευαστής,
- το µήκος ή, ενδεχοµένως, τα ελάχιστα και τα µέγιστα µήκη Lmin Vmax
- η πίεση Ph
- το όνοµα του κατασκευαστή / αριθ. του σχεδίου και ηµεροµηνία,
- η ονοµασία του τύπου φιαλών.
- το κράµα, σύµφωνα µε το σηµείο 2.1, (φύση / χηµική ανάλυση / µέθοδος παρασκευής /θερµική κατεργασία / εγγυηµένα µηχανικά χαρακτηριστικά (αντοχή σε εφελκυσµό – όριο ελαστικότητας).
Η παρούσα ισχύει από τη δηµοσίευσή της στην Εφηµερίδα της Κυβερνήσεως.
Η παρούσα να δηµοσιευθεί στην Εφηµερίδα της Κυβερνήσεως.
Αθήνα, 29 Οκτωβρίου 1987
|
Ο ΥΦΥΠΟΥΡΓΟΣ ΕΘΝΙΚΗΣ ΟΙΚΟΝΟΜΙΑΣ Γ. ΠΑΠΑΝΤΩΝΙΟΥ |
Ο ΑΝ. ΥΠΟΥΡΓΟΣ ΒΙΟΜ. ΕΝΕΡΓΕΙΑΣ & ΤΕΧΝΟΛΟΓΙΑΣ Κ. ΠΑΠΑΝΑΓΙΩΤΟΥ |